《钢桶制造技术》
杨文亮 辛巧娟 编著

第五章 钢桶的下料工艺
第五节 开卷校平错位冲压工艺
目前我国钢桶行业中,规模较大的外资或中外合资企业均配备有这种错位冲压线,如南海油脂、东海粮油、北海粮油及新疆的昌德等。错位冲压是钢桶行业为提高板材利用率,降低成本,有利于参与市场竞争必不可少的新工艺方法。
一、工艺流程
错位冲压线工艺流程为:
卷板→开卷→校平→定尺送料→冲床①→冲床②、成品输出①→剪废料、成品输出②。
注:
①为桶底盖冲压,落料成形后直接作为成品输出;
②为桶顶盖,落料成形后,紧接着进行桶顶的冲孔、翻边和螺圈压合,然后再作为成品输出。
二、冲压排料方法
错位冲压排料如图5-12所示:
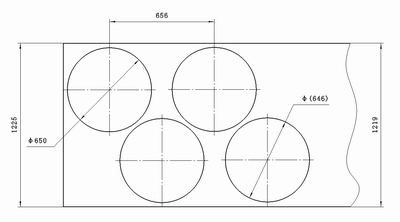
图5-12 错位冲压排料图
1219mm板用于200升钢桶。1225mm板用于内径571.5钢桶。
三、错位冲压工艺的经济效果
目前各钢桶厂大多采用660mm专用板冲200升钢桶顶底,每只桶顶底用料为660×2×660×1.2×7.85=8.206kg。而用错位冲压线每只桶则为1219×656×1.2×7.85=7.533kg。每只200升桶可省料0.673kg。若板材按每公斤4元计价,每只200升钢桶可降低成本2.69元,其经济效益显而易见。如年产量按20万只桶计算,1年可节省成本53.8万元。
可见外资或中外合资企业装备了错位冲压线后,提高了参于市场竞争的实力。这里还没有计算卷板与定尺平板的差价及劳动生产率提高等因素。
国内制造的错位冲压线,多数由开卷机、校平机、两台冲床及剪板机组成。采用液压给进、PC控制,具有送料精确,动作稳定可靠等优点。
【返回目录】

