《钢桶制造技术》
杨文亮 辛巧娟 编著

第五章 钢桶的下料工艺
第三节 下料剪切设备
在钢桶各工序加工之前,一般都要有一道剪裁工序,就是为钢桶加工准备板料毛坯。根据生产批量的大小,以及生产的性质,选用各种不同的剪切机。
剪切工艺的基本原理,就是利用上、下剪刀的剪力把材料剪断,见图5-6。下剪刀固定不动,上剪刀向下剪切,开始是剪刀刃口压入材料,产生一对与剪力P相应的力矩,使被剪材料转动。接着在剪力的另一平面上也产生一对力T及相应的力矩,此二力相平衡时,被剪切材料就不再转动,直至被剪材料在剪切力的作用下被剪断。这种剪切材料的机器就称为剪切机,或称剪床,俗称剪板机。
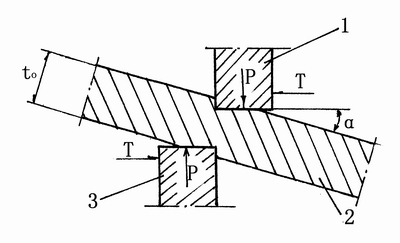
1—上剪刀;2—材料;3—下剪刀;to—板料厚度;α—板料转动角
图5-6 剪切过程示意图
剪切机按剪切性质分为平刃剪切机(5-7)和斜刃剪切机(图5-8);按传动形式分为机械传动剪切机和液压传动剪切机;按工艺用途分为板材剪切机、型材剪切机和联合剪切机;按刀架的运动型式分为直线运动剪切机和摆动剪切机。
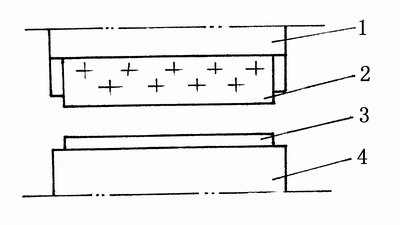
1—刀架;2—上剪刀;3—下剪刀;4—工作台
图5-7 平刃剪切机
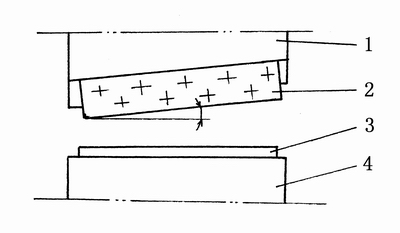
1—刀架;2—上剪刀;3—下剪刀;4—工作台; α—斜刃的倾斜角
图5-8 斜刃剪板机
在我国钢桶行业中,常用的有斜刃剪板机、圆盘剪切机等,图5-8为圆盘剪示意图。有些企业也采用滚剪机、裁圆机等。随着钢桶生产的机械化、自动化程度的提高,目前我国很多制桶企业已开始采用开卷下料机组,为钢桶生产提供毛坯。
一、剪板机
剪板机是钢桶毛坯下料的主要设备。目前钢桶生产用剪板机的最大剪切厚度为6mm,最大剪切长度可达3000mm。剪切长度在喉口深度范围内是可以不受限制的。
钢桶行业常用的是机械传动刀架作直线运动的剪板机,结构较为简单,操作也方便。从前面已经介绍的剪切工艺过程分析可见,剪板机一定要具备以下四点才能保证剪切工艺的正常进行。
1.上、下剪刀刃口的间隙应当可调,以保持合理间隙。间隙过小会导致剪切断面不平整,摩擦增大,刃口磨损过快;间隙过大会形成S形的断口,剪切断面粗糙。一般认为剪切间隙为板料厚度的7%比较合适。
2.应具有压料装置,以防止板料在剪切过程中的转动及挤入刃口间隙,以保证剪切工作正常进行。压料力一般可用如下经验公式计算:
P=Ktb×10-3 (5-8)
式中:P——压料力;K——系数,吨力/毫米2。对于机械压料装置K=0.5~0.6;对于液压压料装置K=0.8~1.1;t——板材厚度,mm;b——板料宽度,mm。
3.应具有挡料装置。挡料装置可以装在剪切机的后面(称后挡料装置),也可以装在剪板机的前面(称前挡料装置)。挡料装置的距离一般是用手来调节的,在大型的剪切机上采用机动调节。
4.具有较高的刚度。剪板机机身和刀架的刚度对剪切精度有很大影响。为了提高其刚度,近年来绝大多数剪切机的机身都是采用钢板焊接结构。
二、圆盘式剪切机
圆盘剪板机一般称盘式剪切机。盘式剪切机的特点是:上、下切刀为圆盘形,剪切时上下圆盘刀以相同的速度不同的方向旋转。被剪裁的板料靠本身与刀片之间的摩擦力而进入刀片中,完成剪裁工作。
钢桶行业一般用的圆盘剪大多是上、下两个切刀都是斜置式的剪切机,它可以对板料进行圆形、环形、圆弧、曲线和成形切割。有些钢桶企业用它来进行钢桶底顶的下料裁圆,故也叫做裁圆机。
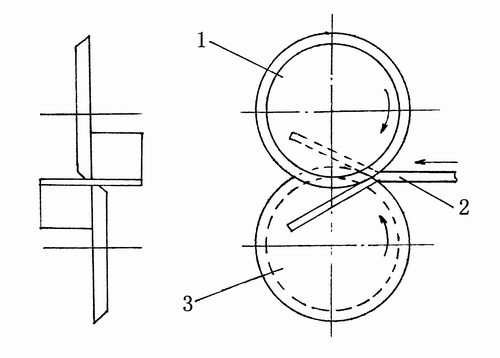
1—上圆盘刀;2—板料;3—下圆盘刀
图5-9 圆盘剪切机
在小容量钢桶用的薄钢板(0.5mm以下)下料中,常用圆盘剪下条料,或进行纵横联合下料,生产效率极高。
三、开卷下料机组
开卷下料机组是大批量生产钢桶的生产线上准备毛坯的主要设备。由轧钢厂生产的卷材钢板,可以直接上开卷下料机组,利用开卷机、校平机和配套的剪板机或压力机直接剪切或冲压出毛坯。开卷下料机组的生产率比其它各种毛坯剪切设备都高,而且省掉了在钢厂开卷剪切的工序。生产成本比用平板料低10~15%,材料的利用率要高7%。由此可以看出,开卷下料机组是准备板料的先进设备。
开卷下料机组一般包括送料小车、开卷机、校平机、缓冲坑、送料机、剪板机(或落料压力机)、自动堆垛机等。图5-10所示为较为简单的开卷下料生产线示意图。
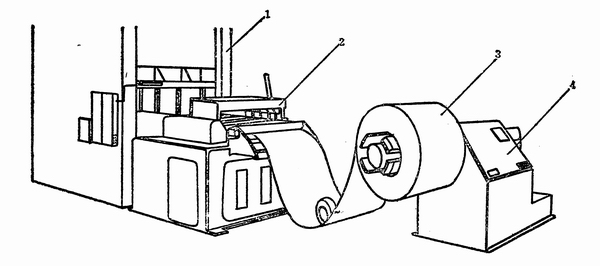
1—压料压力机;2—校平机;3—钢板卷材;4—开卷机
图5-10 开卷下料生产线
开卷下料机组要求几台设备同步工作,因此,控制系统比较复杂。
送料小车的作用是用天车或叉车把卷料放在小车上后,小车自动(或人控制)把卷料送到开卷机处。当开卷机涨轴伸进卷料空心,涨轴自动(或人控制)涨开,把卷料夹紧后,小车的升起活塞自动下降到最低位置后又退回到初始位置。
小车的移动一般为机械传动,由电动机、减速器和传动轴及辊轮组成。动力是由随车移动的软线供给。举升装置为液压传动的升降缸。
开卷机都是安装在校平机的前面。其作用是把钢卷可靠地夹持住,同时可根据送进的速度使钢卷转动,并且保证输送的板料能正确的对准中心。
开卷机夹持钢板卷是支撑板料的内孔。开卷机的内径支撑部分由等分的三个或四个涨紧缺圆块组成。内径大的用四瓣式,这样可以防止支撑不圆。三瓣式的用于内径较小的钢板卷。一般内孔的支撑面积为60%即可,总之不能使钢卷内孔出现内凸现象。这种三瓣或四瓣式的支撑圆块都要组成一个整圆。当内径支撑部分伸进钢卷后,用液压式或机械式,使涨紧缺圆块逐渐涨大,把卷料内孔撑紧。当达到一定涨紧力后就停止外涨。这个机构可称作涨轴。
为了防止钢卷自由活动,开卷机配有制动器。当料送进时制动器松开,当料停止送进时,制动器发生作用,使板料卷不能自由转动。
板料卷在10吨以下可用单边支撑的开卷机,15吨以上的要用两边支撑的开卷机。要使送料小车的方向垂直于开卷机的中心线,这样便于钢卷小车的送进。
钢板开卷后,板料即进入引料机。引料机的作用是:当板料进入引料机后,即把板料的捆束带解开,给板料以前进的动力,并防止板料的跑偏。
由于钢卷每层钢板都有不同的曲率,因此,都需要有校平机对钢板进行校平。校平机安装在引料机的后面。校平机的辊数一般是7~9根,通常是上面的辊数少于下面的辊数。当钢板要求十分平整时,辊数可以多一些。
校平机的速度要比送料机的速度大10%左右。校平机的传动,老式的由电机联合驱动,用万向联轴节来带动。在新式的校平机上多采用直流变速电机驱动。校平辊和夹持辊由减速器或直流电机联合驱动。校平机的两端各装有一对夹持辊(或称压料辊),夹持辊的直径要比校平辊的直径大一些。夹持辊的上边装有弹簧可调整螺栓,以调整上、下辊之间的间隙。
在校平机和送料机之间有一个缓冲坑,其作用是当校平速度和送料速度不一致时,可以起缓冲作用。校平机是连续运动的,下料剪板机(或压力机)是行程一次,下料一次。因此要求送料机作快速的间歇运动。缓冲坑内合理地储存一些材料,便可以保证整个生产线连续工作的协调性。缓冲坑内装有数套光电管及接收器,以便保证和控制板料在缓冲坑内有一定的储存。如板料储存到最下位置时则切断电眼光束,这样便可控制校平机低速运转。板料到最上位置时则校平机加快运转,只有板料在缓冲坑中间位置时才正常运转。
送料机是开卷机下料生产线上的关键设备。送料机的构造有液压驱动和脉冲电机驱动两种方式。新型送料机多采用电脉冲的同步步进电机,这种形式构造简单,送料精度高,可达±0.2mm。送料机也可作横向移动,使所下的板料错开排列,这样可节省7%的材料。
下料剪板机或落料压力机与普通设备一样,只是行程较短,侧面开挡要宽一些,一般应为2米左右。因此,压力机需四点压力机。在下料剪板机(落料压力机)的后面装有一台自动堆垛机。下料的毛坯通过传送带由堆垛机自动码到一定的数量,然后再转运到下道工序。
【返回目录】

