《钢桶制造技术》
杨文亮 辛巧娟 编著

第五章 钢桶的下料工艺
第二节 钢桶制件的下料排样
钢桶制件的排样,是为了保证材料利用率高、制件质量好、工装模具结构简单、操作方便、生产效率高。
钢桶的钢板材料占总成本的60~80%,钢板材料工艺废料平均为20~40%,所以每降低废料1%,将会降低成本0.6~0.8%。因此排样的合理程度,是决定材料利用率的主要因素。材料利用率通常用K来表示。用选料法时,材料利用率以下式表示:
 (5-7)
(5-7)
一、在条料上排样
在条料上排样时会产生结构废料和工艺废料两种,见5-5。
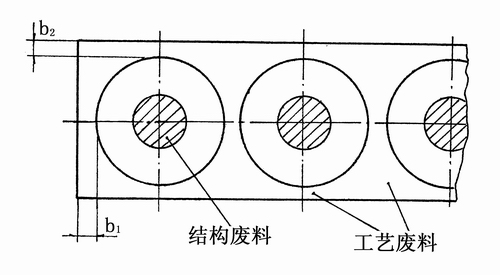
图5-4 桶底顶形状尺寸示意图
(1)结构废料是由于制件结构形状的特点所引起的废料,如冲孔形成的废料属于结构废料。
(2)工艺废料有搭边及使用条料或带料冲裁时出现的料头,料尾和剪裁时剩下的余料,以及为拉深或成形形状复杂的制件而增加的工艺补充部分等。
排样时,应设法降低工艺废料,应尽量采用少废料或无废料的排样以提高材料利用率。
根据排样形成搭边的多少,生产中采用在条料上排样的方法分有工艺废料排样和无废料排样。排样形式一般有直排、斜排、对排、混合排、多排等等,根据制件的不同而不同。
具体的措施,一般可以从以下几方面考虑:
(1)改善制件结构形状,提高材料利用率。
(2)在保证模具寿命和产品质量的前提下,合理地选择搭边值以减少搭边损失。
(3)在生产条件允许的情况下,可采用几种制件混合排样,以进一步提高材料利用率。
(4)减少复杂形状拉深件的工艺补充废料,是节约材料的一个重要途径。
二、在板料上的排样
条料在板料上的排样方式一般常用横排法和纵排法,对于一些较大的,形状不规则的制件,有时也采用斜排法和制件的混合排样法。
在选择裁剪方式时,应在现有的设备条件下,充分考虑下列因素:
(1)尽量减少废料,最充分地利用板料的面积。
(2)考虑剪切连续性,保证一定的生产效率。
(3)保证操作安全,便利操作,尽量降低劳动强度。
(4)对有排样方向要求的毛坯,应按工艺规定剪裁。
(5)废料利用方案。如200升钢桶废料可冲压垫圈、图钉片等。
裁料法确定后,即可根据条料宽度在板料上排样计算出板料的长度或宽度,根据条料的长度确定板料的宽度(横排法)或长度(纵排法),然后根据计算结果优先选择与国家标准或部颁标准尺寸接近的标准规格,或现生产已使用的规格,对生产批量大的品种,也可按计算出的长、宽尺寸转变成专用规格,与供应厂协商订货供应。
三、冲裁搭边的确定
排样时制件之间以及制件与条料侧边之间留下的余料叫搭边(如图5-5中的b1和b2)。搭边虽然形成废料,但在工艺上却有很大作用。搭边的作用是补偿定位误差,保持条料有一定的强度和刚度,便于送进,从而保证冲出断面质量良好的制件。
搭边值要合理确定。搭边值过大,材料利用率低;搭边值过小,在冲裁中易被挂断,易产生毛刺,有时还会被拉入模具间隙中,损坏模具刃口,降低模具寿命。搭边值大小与下列因素有关:
(1)材料的机械性能。硬材料的搭边值可小一些;软材料、脆材料的搭边值要大一些。
(2)材料厚度。厚材料的搭边值应取大些;薄材料的搭边值就取小些。
(3)制件的形状和尺寸。制件尺寸大,或者有尖突的复杂形状时,搭边值要取大一些。
(4)送料方式与挡料方式。有侧压板导向的手工送料,其搭边值可以小一些。
另外,排样方式,有无压料机构,对搭边值均有影响。所以,一般搭边值是由经验确定的。
一般情况下,最小送料搭边值b1=材料厚度;边缘搭边值b2=1.2b1。
【返回目录】

