《钢桶制造技术》
杨文亮 辛巧娟 编著

第五章 钢桶的下料工艺
下料是钢桶生产的第一道工序,下料尺寸及精度的高低,直接影响后面工序的正常生产,从而影响钢桶的质量。而下料是否合理,又直接关系到材料利用率的高低及废品率的高低等。所以,下料工序应该受到足够的重视。
第一节 钢桶的下料预算
一、桶身下料预算
以圆柱形钢桶为例,桶身如图5-1所示,是由长方形钢板(图5-2)经过卷圆、磨边、缝焊、翻边等工序后形成的。
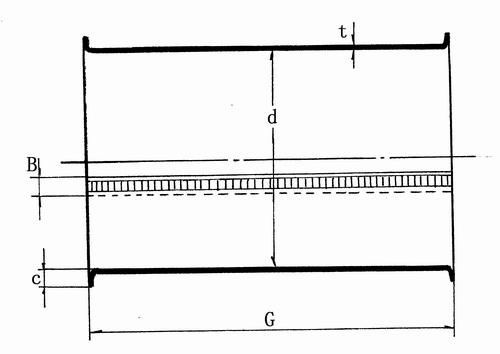
图5-1 钢桶桶身形状尺寸
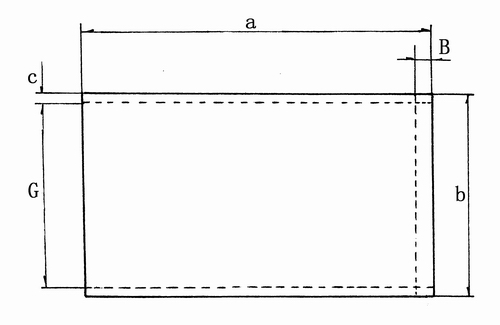
图5-2 桶身下料形状及尺寸
在不考虑钢桶波纹、环筋的情况下,由图5-1和图5-2可以直接计算出钢桶下料的尺寸:
a=π(d+t)+B (5-1)
b=G+2c (5-2)
式中:a——桶身下料长度,mm;d——钢桶内径,mm;B——缝焊搭边宽度,mm;b——桶身下料宽度,mm;G——桶身高度,G=F-2t,F为钢桶外高。c——翻边宽度,mm。
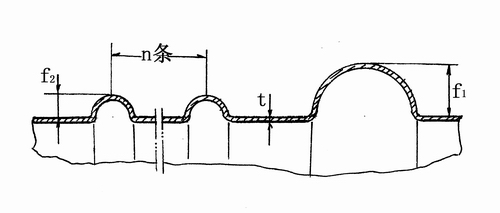
图5-3 波纹与环筋假想状态
假设钢桶的波纹和环筋是如图5-3所示的半圆形状,不考虑材料的变薄形变,则各波纹及环筋的料长为:
N=2πf1+nπf2
与不考虑波纹及环筋时料长了:
N'=(2π-4)f1+(π-2)nf2 (5-3)
以式(5-3)修正式(5-2)得:
b=F-2t+2c+(2π-4) f1+(π-2)n f2 (5-4)
式中:n——波纹条数;f1——环筋高度;f2——波纹高度。
此式虽然是在波纹及环筋的半圆形假想状态下得到的,但与实际情况甚为接近,因为实际的形状虽然没有假想状态那么圆,但实际形状却比假想状态的波纹及环筋要宽一些,而且假想状态又没有考虑材料的薄变形。所以综合起来考虑,式(5-4)与实际情况是相符的。
由于各企业采用的设备和模具等形状各有微小的差异,钢桶成形后的波纹和环筋形状也各不相同,故式(5-4)在应用时,应根据实际情况进行修正。
二、桶底、顶下料预算
如图5-4所示为钢桶桶顶底形状及下料形状。桶底顶是薄板拉深件,虽然在拉深过程中毛坯的厚度发生了一些变化,但在设计工艺过程时,可以不计毛坯厚度的变化,概略地按拉深前后毛坯的面积相等的原则进行毛坯尺寸的计算。如图5-4所示圆形零件的毛坏形状也应该是圆的,其直径按面积相等的原则计算。
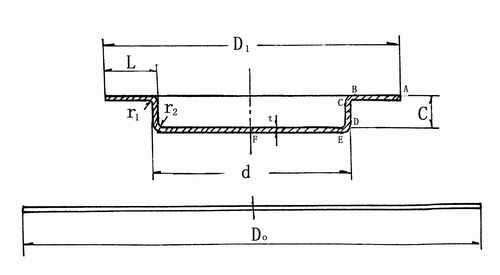
图5-4 桶底顶形状尺寸示意图
我们首先将拉深零件划分成为五个便于计算的组成部分,分别求出各部分的面积后相加,即可得到零件的总面积 ,然后根据旋转体零件的总面积按下式计算出圆形毛坯直径:
,然后根据旋转体零件的总面积按下式计算出圆形毛坯直径:
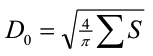 (5-5)
(5-5)
如图5-4所示,我们把零件从最外圆向里划分为五个部分:AB、BC、CD、DE、EF。分别计算它们的面积:
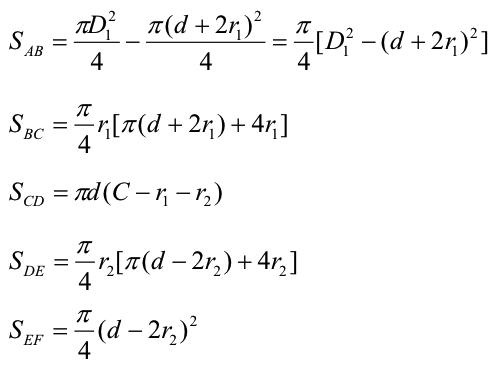
总面积为:
 (5-6)
(5-6)
事实上,上式毛坯计算方法是比较近似的,所以在实际应用时,还必须根据具体情况做必要的修正。因为拉深时毛坯的面积并不是不变的,相反,它是受材料的机械性能、模具的几何形状、润滑等多种因素的影响而产生变化的,这时就应适当地减小毛坯的尺寸。
【返回目录】

