《钢桶制造技术》
杨文亮 辛巧娟 编著

第十六章 钢桶的检验与质量分析
第三节 钢桶生产过程中的渗漏检验
在钢桶生产中,渗漏试验是全数检验项目,所以它实际上是作为钢桶生产的一个工序来进行的。与样品试验不同,它不仅要求达到样品试验的同样效果,更要与生产线的生产节拍相一致,即要达到一定的检验速度,所以,钢桶的渗漏检验是需要专用设备的。生产中常用的检验方法如下:
一、水池渗漏试验
此试验方法是早期试验方法,也是标准试验方法,由于生产效率低,劳动强度大,所以只适用于生产量不大的生产线,而且由于整个桶身置于水中,试验完成后需要将钢桶表面水迹擦干或烘干,不然容易生锈。如图16-6所示,将带有桶塞的水嘴紧拧于钢桶注入口上,使桶内通入压缩空气,使压力达到允许值,然后将桶置于水池中并手拨转动,观察钢桶各接缝处有无气泡冒出。如有气泡冒出,冒气泡处即有渗漏,操作者可用粉笔在渗漏下打上记号,以便补焊;如没有气泡冒出,则说明钢桶该项试验合格,可转入下道工序。对于补焊的钢桶,焊完后仍要作渗漏试验,合格后方可转入下道工序。
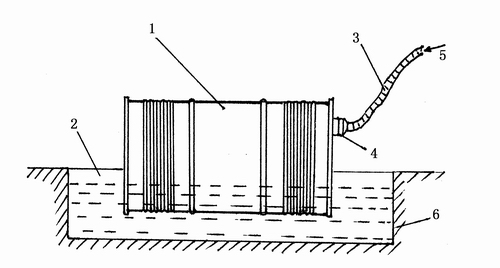
1—钢桶;2—清水;3—输气管;4—桶塞;5—压缩空气;6—水池
图16-6 水池渗漏试验
二、皂液渗漏试验
由于采用水池进行渗漏试验,操作较为困难,劳动强度大,工作效率低,且整个钢桶浸在水里,致使大面积沾水而易生锈,给涂装工序带来因难。所以,目前在多数钢桶生产线中采用皂液渗漏试验。
如图16-7所示为常用渗漏试验台。它采用气动控制,先将钢桶滚上试验台两夹盘中间,然后踩动气压开关使气缸9动作,通过杠杆10推动夹盘顶杆11把钢桶夹于两盘中间。然后压缩空气由气管1进入桶内达到预定压力,再用皂液喷于钢桶接缝处观察是否放出气泡。试验完后再踩动气动开关,使气缸9返回带动两盘分离,同时气缸8动作,将钢桶从试验台上推下进入下道工序。调节手轮5可以改变两盘的间距,以适应不同大小的钢桶进行试验。在试验过程中,钢桶可随盘来回旋转半圈,可观察到整个接缝。在一般情况下,产生渗漏大多在缝焊与卷边交叉处。
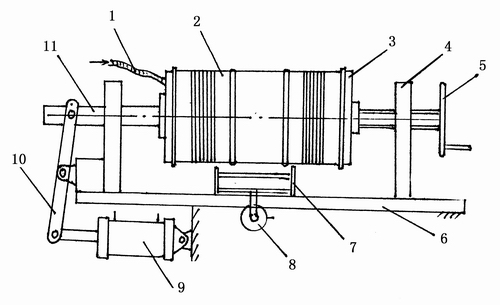
1—输送气管;2—钢桶;3—夹盘;4—支架;5—调节丝杆手轮; 6—底座;7—卸桶架;8—卸桶气缸;9—夹桶气缸;10—杠杆; 11—夹桶盘顶杆
图16-7 皂液渗漏试验机
三、测压渗漏试验
在生产效率较高的钢桶生产线上,皂液渗漏试验也满足不了要求。对于自动化生产线来说采用测压试验较为理想。这种方法比较适合小容量钢桶的检漏。
测压渗漏试验的原理是:当钢桶内进入一定量的压力时,如果钢桶不渗漏,则压缩空气将保持给定的压力;如果钢桶有渗漏,气体就会泄出,钢桶内压力也会下降。
在压缩空气进入钢桶前,首先要进行减压、调压、稳压,使稳压后的压缩空气进入钢桶后能保持在精确的试漏压力点上,这就要求采用一系列极为精密的元件。再在空气进入钢桶处安装精度较高的压力继电器(气动元件)或触发器(气动膜片逻辑元件),用来测定桶内微小的压力降,并转换成电讯号或气信号进入执行系统通知操作者。也可用信号控制执行系统将渗漏的钢桶拨进不合格品堆中。
如图16-8所示,是测压触发器的一种。它由开口膜片、顶杆(作固定气阻用)、膜片、节流阀组成。阀体由有机玻璃制成。
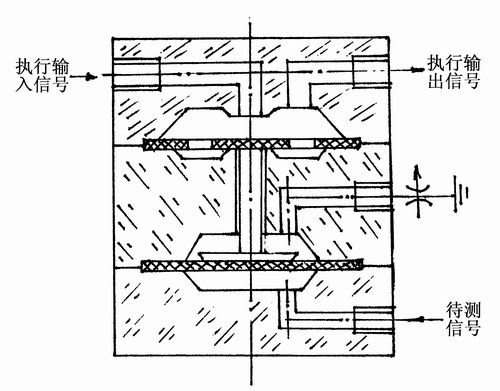
图16-8 触发器原理简图
触发器的工作原理在于,当待测信号压力处于调定值时,膜片下方压力大于上方压力,顶杆处于上位,上膜片将执行输入信号口堵住,此时执行输出信号口没有输出,余气通过顶杆从节流阀排出。当待测信号有一微小的压力降时,膜片上方压力大于下方压力,顶杆突然下降,将执行输入气信号口打开,执行信号便从输出口输出,去控制执行机构。
四、氦质谱检漏法
目前国外许多厂家已开始采用氦检漏法。氦质谱检漏法是以氦作为对漏孔的探索气体,以质谱仪器检测漏孔溢出氦的一种检漏方法。它具有反应速度快、检测精度高、可检范围大、无毒、无污染、效率高、无放射性等优点。
氦质检漏法一般分为抽空法和充氦法,根据钢桶的工作状况一般为正压,因此采用充氦法检漏。充氦法主要有吸枪法和真空箱法,即向钢桶内充入规定压力的氦气后,用检漏仪的吸枪靠近钢桶的可疑漏点,进行吸入法检漏,或将充好氦气的钢桶放入一个比钢桶稍大的真空箱中,通过泵组对真空箱抽真空后,再与检漏仪连通,测钢桶的总体渗漏率。吸枪法装置较为简单,但钢桶较大容易漏检,且检漏精度、速率和自动化程度都不如真空箱法。
使用真空箱法对钢桶进行检漏,主要过程如下:
1.充氦:向钢桶内充入规定压力的氦气。由于钢桶不能承受较高真空度和较高压力,因此采取直接向桶内快速充入一定量氦气的方法,氦气浓度约为充入氦气的体积,即钢桶内容积(充氦前,可先向钢桶内通入一定量的清洁空气,以排除钢桶中较脏的空气)。氦气充入后,立即对钢桶密封。
2.将充有氦气的钢桶,放入真空箱中。抽空泵对真空箱抽真空到指定真空度后,检漏仪连通真空箱,如果钢桶有漏,则氦气会通过漏孔进入真空箱,检漏仪测量真空箱内氦信号,漏率值超过设定值即为不合格。
使用真空箱法检漏时,钢桶可通过传送装置自动进入真空箱,然后人工按一下开始按钮,真空箱门可自动关门,抽真空、检漏等自动进行,合格则系统会提示,不合格自动报警,自动化程度极高,节拍也很快,可达3~6个/min。
图16-9为钢桶自动氦质谱检漏装置的示意图。
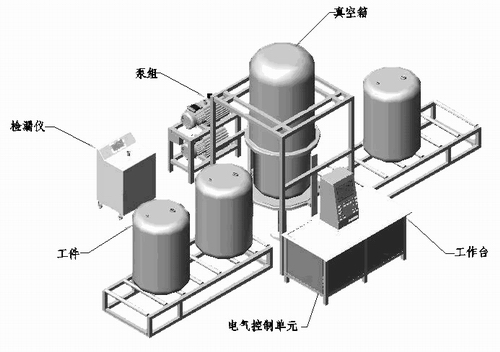
图16-9 钢桶自动氦质谱检漏装置的示意图
【返回目录】

