《钢桶制造技术》
杨文亮 辛巧娟 编著

第十五章 钢桶的补涂及印刷工艺
第二节 钢桶标志的印刷
在钢桶成品上一般要求印刷各种标志,包括内盛物的品名、商标、重量、生产厂家等各种标志,随着市场经济和技术的进步,市场对标志的印刷要求也越来越高,开始时印刷的标志比较粗糙,常为一种颜色,后来要求印刷比较精细的图案,常带有几种颜色,再后来要求印刷图案中有过渡彩色,随着市场需求的越来越高,标志印刷技术也在不断更新。
钢桶的标志印刷是应用于钢桶成型品的印刷,一般有四种印刷方式,也代表了不同时代的印刷技术。最早进行钢桶标志印刷的方法是镂孔版印刷法,近十年来丝网印刷技术和喷墨印刷逐渐得到应用,现在热转印技术也开始在钢桶标志印刷方面开始应用。印刷技术的发展为钢桶提供了更为高档的标志图案。目前,在钢桶标志印刷方面,最常用的技术是丝网印刷和热转移印刷。
一、镂孔印刷
镂孔印刷一般是采用薄钢板(如马口铁)为基版,先将标志图案绘在基板上,再将图案部分用凿子镂空,形成通孔。为了防止镂空的部位将不需镂空的部分断开(即从基板上分离),一般在某些部位增加“联系条”,这样的镂空版上的标志常常不太完整,但对字样的辨别没有太大的障碍,只是不很美观。印刷时,将镂空版紧贴钢桶表面压实,再用空气喷枪(也可以采用刷涂)对镂空部分喷漆,镂空的部分因为对漆雾没有阻挡,漆雾便会吸附于钢桶表面,而没有镂空的部分因为基板的阻遮,漆雾达不到钢桶表面。这样,当所有镂空部分都喷上油漆后,钢桶表面就形成了所需要的标志图案。
镂孔印刷法由于镂孔版制作上的限制,一般不能制作精细的图案,也很难达到图案边缘均匀的效果,在早期钢桶生产中还可以满足用户需要,但现在这种印刷方法已非常落后了,目前只在少数企业还有应用,在大多数企业中已经被丝网印刷代替了。
二、丝网印刷法
1.丝网印刷的原理
丝
网印刷是从镂孔印刷法发展而来的,都属于孔版印刷的范畴。丝网印刷是将丝网绷在网框上,使其张紧固定,采用手工刻漆膜或光化学制版的方法制作丝网印版。传统的方法是手工制作,现代较普遍使用的是光化学制版法。光化学制版法是利用感光材料通过照相制版的方法制作丝网印版,使丝网印版上图文部分的丝网孔为通透孔,而非图文部分的丝网网孔被堵住,将丝网印刷用油墨放入网框内,用橡皮刮墨板在网框内加压刮动,这时油墨通过图文部分的网孔转移到钢桶表面上,形成与原稿一样的图文。
印刷时在丝网印版的一端倒入油墨,油墨在无外力的作用下不会自行通过网孔漏在钢桶上,当用刮墨板以一定的倾斜角度及压力刮动油墨时,油墨通过网版转移到网版下的钢桶表面上,从而实现图像的复制。丝网印刷原理如图15-2所示。
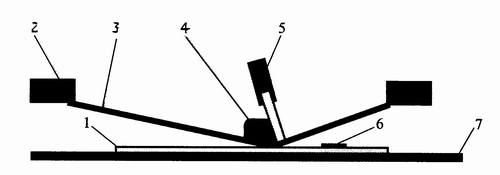
1—承印物表面;2—网框;3—网版; 4—油墨;5—刮版;6—印迹;7—印台
图15-2 丝网印刷原理示意图
丝网印刷设备简单、操作方便、印刷制版简易且成本低廉、适应性强。它不仅适用于钢桶桶顶平面的印刷,也适用于钢桶桶身弧面的印刷,还容易实现自动化生产。
2.丝网印刷的特点
(1)制版与印刷方法简便,设备投资少,成本低。
(2)不受钢桶种类、尺寸、形状的限制。丝网印刷可以选用不同溶剂的油墨和涂料来适应不同类型钢桶和印刷,又由于丝网版柔软,所需印刷压力小,可进行曲面、薄壁桶的印刷。
(3)印刷墨层厚,色彩鲜艳,立体感和遮盖力强。可用于温变、荧光等防伪油墨的印刷。
(4)不受油墨及稀释剂的限制,可印刷耐光性强的印刷品,同时可以进行液晶印刷、磁性印刷和发泡印刷等。
3.丝网印刷机械
丝网印刷机按印刷色彩分有:单色网印机、多色网印机;按照自动化程度分有:手动网印机、半自动网印机、全自动网印机等。但在钢桶生产中,最常用的分类为平面丝网印刷机和曲面丝网印刷机。
(1)平面丝网印刷机
平面丝网印刷机是指在钢桶平面上进行印刷的丝网印刷机,它常用于圆桶桶顶或方桶桶身的印刷。
钢桶制造行业最常用的是平台平网式平面丝网印刷机。平台平网式印刷机结构较简单,是由送桶系统、印刷机构、出桶机构组成。印刷用的网版被水平安装在印版框架上,框架上配有控制印版上下运动的机构和橡皮刮板,每印一件,网版上下运动一次,同时橡皮刮板做一次来回运动,如图15-3所示。工作台有采用水平升降式和滑台式的印刷架,均具有工作平稳、套印精度高的特点。
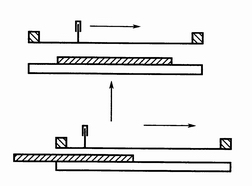
图15-3 平台平网式平面丝网印刷机
在钢桶的小批量或多品种的生产中,平面丝网印刷常采用手工印刷的形式进行。在丝印机上,一般装有刮板运动装置。手动印刷时,用一个刮板进行这两个动作。一般用双手操作刮板,但在印刷小型桶面时,也有使用单手操作刮板的。操作方法:在70°~50°之间,向靠近自己的一方刮动,回墨时在110°~120°之间,往前方刮动。用手操作刮板时,可自由转变刮板角度进行印刷。另外,相对于版框,刮板的方向及刮动时的角度尽管是正确的,可是刮动的轨迹也会变成曲线状或半圆状。
(2)曲面丝网印刷机
曲面丝网印刷机能在圆柱面、圆锥面、椭圆面、球面的物体上进行直接印刷,所以这种印刷方法最适合于钢桶桶身的印刷。
曲面印刷机的基本原理是:丝网印版做水平移动、水平摆动或旋转运动,圆形钢桶绕自身轴心做旋转运动,网印刮板在一定的印刷压力下使丝网印版与钢桶表面接触,从而使油墨在压力作用下向钢桶表面转移,完成刮印过程。在整个印刷过程中,钢桶与网版同步移动,钢桶的转动是利用支撑轴的转动带动。
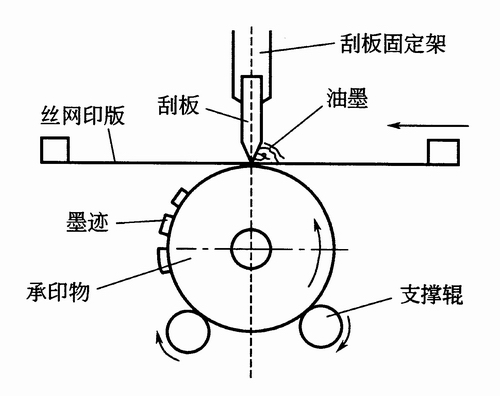
图15-4 圆柱形钢桶表面印刷示意
如图15-4所示,为圆柱形钢桶表面的印刷。圆柱形钢桶固定在印刷台上,与印版成线接触;网印刮板固定,印刷时印版做水平移动,钢桶同时做同步旋转运动;油墨在网印刮板的压力下转移到钢桶表面,完成印刷。印刷完成后,取下钢桶,再装上另一只钢桶进行印刷。值得注意的是:在整个印刷过程中,丝网印版始终与钢桶表面成线接触状态。
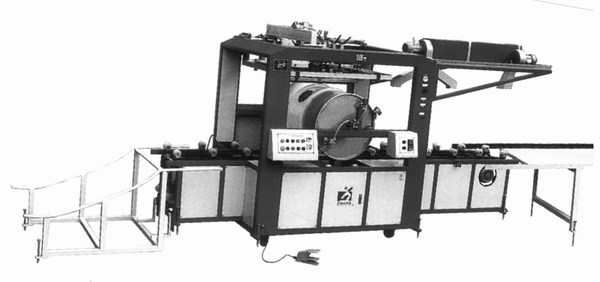
图15-5 圆柱形钢桶曲面丝网印刷机
如图15-5所示,为200升圆柱形钢桶桶身丝网印刷机的外形图,该设备可实现全自动印刷生产。将多个丝网印刷机连成一条线,可实现多色套印。
4.丝网印刷常见故障及对策
丝网印刷产生的原因是多方面的,涉及丝印印版、丝印刮版、丝印油墨、丝印设备、丝印材料以及操作技术等诸多因素。丝印故障的产生,有单一方面原因的,但更多的则是错综复杂的诸原因的交叉影响的结果。这是操作者在判定故障原因、采取相应对策时要特别注意的。
(1)糊版:糊版俗称堵版,是指丝网版图文通孔部分在印刷中不能将油墨转移对桶身上的现象。这种现象的出现会影响印刷质量,严重时甚至会无法进行正常印刷。丝网印刷过程中产生的糊版现象的原因是错综复杂的。糊版原因可从以下各方面进行分析。
①钢桶的原因:钢桶表面不干净,有杂质、灰尘、漆皮等,导致糊版。
②车间温度、湿度及油墨性质的原因:温度高,相对湿度低,油墨中的挥发溶剂就会很快地挥发掉,从而堵住网孔。停机时间长也会产生糊版现象。
③丝网印版的原因:丝网印版表面粘附尘土,印刷时不清洗,就会造成糊版。
④印刷压力的原因:印刷过程中压印力过大,每次刮印都不能将油墨刮干净,而留下残余油墨,经过一定时间便会结晶成膜造成糊版。
⑤丝网印版与钢桶表面间隙不当的原因:间隙过小时在刮印后丝网印版不能脱离钢桶表面,致印版底部粘附一定油墨,也容易造成糊版。
⑥油墨的原因:在丝网印刷油墨中的颜料及其它固体料的颗粒较大时,就容易出现堵住网孔的现象。油墨在印刷过程中干燥过快,容易造成糊版故障。油墨粘度较高时也容易糊版。
发生糊版故障后,可针对版上油墨的性质,采用适当的溶剂擦洗。
(2)油墨在钢桶表面附着力不好
①当钢桶表面附着油脂类、粘接剂、尘埃物等物质时,就会造成附着力不好。
②油墨本身粘接力不够引起墨膜附着不牢,最好更换其他种类油墨进行印刷。
③钢桶表面、油墨的印刷适应性不良引起的着墨故障。
(3)墨膜边缘不齐:在丝网印刷产品中,常出现的问题是印刷墨膜边缘出现锯齿状毛刺(包括残缺或断线)。产生毛刺的原因有很多,但是主要原因在于丝网印版本身质量问题。
①感光胶分辨率不高,致使精细线条出现断线或残缺。
②曝光时间不足或曝光时间过长,显影不充分,丝网印版图文边缘就不整齐,出现锯齿状。
③丝网印版表面不平整,进行印刷时,丝网印版与钢桶表面仍旧存有间隙,由于油墨悬空渗透,造成印刷墨迹边缘出现毛刺。
④印刷过程中,由于版膜接触溶剂后发生膨胀,且经纬两方向膨胀程度不同,使得版膜表面出现凹凸不平的现象,印刷时丝网印刷与钢桶接触面局部出现间隙,油墨悬空渗透,墨膜就会出现毛刺。
(4)针孔和发泡现象
①附在版上有灰尘及异物。在制版时,有一些溶胶、灰尘混进去,附着在丝网上就会产生针孔。
②钢桶表面不洁净,印刷前应去除表面油脂、灰尘等污垢。
③油墨中的气泡。在调整油墨时,加入溶剂、添加剂进行搅拌,会产生气泡。应使用消泡剂添加在油墨中消除气泡。
(5)着墨不匀:墨膜厚度不匀,原因是各种各样的,就油墨而言是油墨调配不良,或者正常调配的油墨混入了墨皮,印刷时,由于溶剂的作用发生膨胀,软化,将应该透墨的网孔堵住,起了版膜的作用,使油墨无法通过,造成着墨不匀。
如果刮板前端的尖部有伤损的话,会沿刮板的运动方向出现一条痕迹,容易出现着墨不匀。钢桶表面不平整时,也会造成着墨不匀。
(6)网痕:丝网印刷的墨膜表面有时会出现丝网痕迹,出现丝网痕迹的主要原因是油墨的流动性较差。应选择流动性好的油墨进行印刷。
(7)成品墨膜尺寸扩大:丝网印刷后,有时会出现印刷尺寸扩大。印刷尺寸大的主要原因是油墨粘度比较低以及流动性过大,丝网印版在制作时尺寸扩大,也是引起印刷尺寸扩大的原因。
(8)墨膜龟裂:墨膜龟裂是由于溶剂的作用和温度变化较大引起的。在选用溶剂时要考虑油墨的性质和钢桶表面的耐溶剂性。
(9)涸墨:涸墨是指在印刷的线条外侧有油墨溢出的现象。涸墨可以通过调整印版和油墨的关系,刮板的运行和丝网绷网角度的关系加以解决。
(10)印版渗漏油墨:如果钢桶表面或油墨内混入异物后,因刮板压力作用会使版膜受损,便会产生渗漏油墨的现象。这时,可用胶纸带等从版背面贴上做应急处理。
三、热转移印刷
热转印是一项新兴的印刷工艺,由国外传入我国不过十几年的时间。它是将中间载体薄膜上的图文采用相应的压力转移到承印物(钢桶)上的一种印刷方法。那么什么是热转印技术呢?热转印就是将花纹图案印刷到耐热性胶纸上,通过加热,加压,将油墨层的花纹图案印到成品材料(钢桶)上的一种技术。即使是多种颜色的图案,由于转印作业只是一个流程,所以可缩短印刷图案作业次数和时间,减少由于印刷错误造成的材料(成品)损失。
(一)、热转印的基本原理和特点
1.热转印的基本原理
热转印工艺的印刷方式分转印膜印制和转印加工两大部分:
(1)转印膜印刷采用网点印刷(分辨率达300dpi),印刷花膜的制版是电雕版,易于实现过渡色和层次感丰富的图文印刷,可以再现人物、山水以及高档次图文的效果,印刷图文清晰、准确、附着能力强。印制时将图案预先印在薄膜表面,然后再通过加热加压转印至钢桶(产品)表面,热转印花膜烫印温度在120℃~240℃。适用于批量大生产。
(2)转印加工:通过热转印机一次加工(加热加压)将转印膜上精美的图案转印在钢桶表面。成型后油墨层与产品(钢桶)表面溶为一体,逼真漂亮,大大提高产品(钢桶)包装的档次。热转印工艺极富装饰价值,可使(产品)钢桶包装产品的附加值增大。
2.热转印的特点:
(1)绿色环保印刷,符合国际无毒标准。
(2)四色印刷图案一次成形,无需套色。
(3)转印设备简单,图案效果逼真。
(4)生产耗损小、费用低,产品附加值高。
(5)色彩鲜艳、永不褪色,附着力强、经久耐磨。
(二) 热转印花膜转印加工注意事项
热转印其实是烫印,是一种特殊的印刷工艺,其工作原理十分简单。但是,在具体生产实践中,要提高钢桶表面热转印的质量,提高生产效率,还需注意以下几点:
1.保持工作环境和设备清洁
(1)要保持机器的工作台、导辊、按钮等部件清洁干净,不可沾有油污等。
(2)要保持花膜(转印膜)干净,无油污、指纹、灰尘等杂质。
(3)要保持胶辊干净,不能有异物、焦块等杂物粘附其上。
(4)操作者不能随便用手或其它物件触摸转印膜。
(5)要保持钢桶表面洁净,无灰尘、油污等,一般情况下是烘烤完后直接印制。
2.热转印(烫印)温度的控制
热转印温度应根据转印设备、热转印膜及钢桶表面温度的不同而不同,不可盲目追求转印温度越高或越低越好,应在生产实际中根据转印后的效果为基准来确定转印温度。这里告诫大家,转印温度是一个变数,在生产中要随时观察。
3.热转印的压力
热转印压力必须调整到最恰当,否则太大容易伤及胶辊和钢桶表面,太小又影响热转印膜的附着力。调整到最佳热转印压力后应将压力调节锁紧,以免在批量生产中发生变化。
4.烫印时间(速度):
热转印时间(速度)应根据生产时的具体情况来确定,在保证热转印膜附着力的情况下,速度越快,生产效率越高;这里不做具体规定,可参照设备说明书进行调整。
(三)热转印技术相关问题
1.通常情况下热转印的需要的温度,温度对是转印材料构成的影响
不同材料所需的转印温度不尽相同,以钢桶为例,当钢桶表面温度达70~80℃时,一般热转印温度是130℃左右。但由于每批转印膜使用的耐热胶纸有差异,有时转印温度为90℃;有时甚至达到180℃。所以,温度不是定数,根据生产现场具体情况而定,关键是热转印后的膜附着力要强。
由于转印时热源与承印物之间有一层耐热薄膜,且接触时间很短(胶辊转印约1cm/0.5~1秒,胶板直压约1~4秒/次),不会引起(承印物件)钢桶的局部变形; 但若承印物为少于0.5mm的软胶平板,则会有小量变形。
2.热转印中的钢桶与夹具的关系
夹具设计合理与否,对钢桶的转印质量、效率有着不可分割的关系,首先设计的夹具时应考虑使钢桶表面获得最大的承托力;其次要使钢桶放置与卸下时尽可能方便快捷,第三 夹具的材料与形状不能对钢桶造成污染、损伤、变形等。
3.热转印加工对生产环境的要求
热转印加工首先要求生产场地无灰尘或尽可能少尘的环境,避免钢桶有灰尘或转印膜表面有灰尘;要求钢桶表面无油渍,水分,灰尘,人工操作时最好戴纯棉手套,以保持钢桶表面清洁;进入热转印机的气源应保持干燥,滤水器要每天放水,以保证气路畅顺,气缸动作正常。
【返回目录】

