| 序号 |
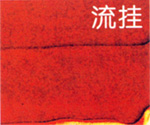
缺陷 |
原因 |
解决方法 |
1 |
|
1.稀释剂加入过多;
2、每次喷油太多太厚,重喷时间不当;
3.物面不平、不洁, 含有油水!
4.喷嘴过大,喷嘴与物面距离太近:
5.喷涂速度太慢; |
1.按比例加入稀释剂;
2.应分两次喷涂,每次间隔10分钟为宜,每道不宜过厚!
3.外理好喷沫表面不得有水或油;
4.选用口径为1.5米~1.8mm,喷枪与物体保持20~25mm为宜!
5.掌握好喷枪运行速度。 |
2 |
|
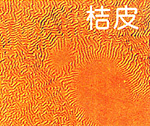
1.油漆太浓稀释剂太少;
2.喷涂压力过大或距离太近;
3.施工场所温度过高。 |
L.注意油漆配比,合理配制;
2.压力不宜太大,距离不宜过近;
3.注意施工温度。 |
3 |
|
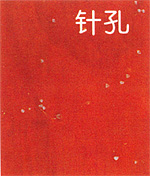
1.固化剂加入太多,稀释剂用量太少;
2.施工环境温度过高、湿度太大;
3.一次涂层大厚,表面干里面未干。
4.油漆搅拌后停置时间过短。
5.连续喷涂两次间隔时间太短。 |
1.正确掌握好油漆配比;
2.夏天温度过高,要相应减少固
化剂,增加稀释剂!
3.分两次喷涂;
4.搅拌均匀后放置5~10分钟开喷。
5.每次间隔20分钟再喷。若出现针孔,实干后水磨再喷一次亮光或哑光清漆即可。 |
4 |
|
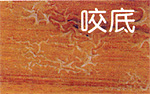
1.上下层涂料不配套;
2.底漆未彻底干透,面漆的稀释剂溶胀底漆;
3.固化剂加入量太小 |
1.上下层涂料要配套;
2.避免涂得太厚,底漆要彻底干透再涂面漆。
3.适当增加固化剂加入量。 |
5 |

|
L.物面含水率高,环境温度太高,湿度太大;
2.空气压缩机及管道带有水份;
3.木材封闭不良!喷漆成膜后,白坯上的气体向外澎胀顶起漆膜,引起气泡;
4.固化剂加人油漆调匀后,放置时间不够。 |
L.物面应干燥!涂料要避免与水接触!
2.使用油水分离器分离,并定期排水!每半天一次。
3.白坯在喷漆前先刷一遍封闭漆封闭缝隙;
4.应放置5分钟再喷涂。 |
6 |

|
1.打磨过底材有灰尘,杂质。
2.杂质混入漆中,施工环境不洁,喷房通风不合理!
3.换不同类型油漆后喷枪末洗净;
4.喷嘴太小,压力太大,喷嘴与物面距离太远;
5.油漆加固化剂后放置时间太长,或在施工时过度的稀释;已分散好的油漆粒子也会重新凝聚造成起粒; |
1.把打磨过的底材清理干净,喷房走动的地面要洒水。
2.漆桶应盖紧密封,调好的漆须过滤后再喷;
3.不同类型的油漆不能混同喷,喷枪喷完一定要冼干净!
4.按要求调整好喷涂压力和喷嘴的口径,距物面的距离不超过25cm;
5.放置时间不宜过长,稀释不宜过多! |
7 |
|
L.底材中含有大面积油污或水渍;
2.喷嘴过大,压力太小,喷嘴与物面距离太近;
3.油漆中含有杂质,喷房设施及喷涂工具不洁! |
L.用稀释剂排除油污及水渍,或将底材适当均匀打磨!
2.喷嘴不宜过大,压力相当,喷枪与物面距离在25cm左右;
3.施工中注意杂质掉入漆桶,保持设施、工具干净。 |
8 |
|
1.用了快干的稀释剂。
2.天气湿度过大。 |
L.选用慢干的稀释剂。
2.在油漆或稀释剂中加入5%~15%的化白水搅匀后喷涂。
3.如湿度特别大,加入化白水后仍发白应停止施工。 |


