《钢桶制造技术》
杨文亮 辛巧娟 编著

第十四章 钢桶的涂装工艺
第四节 钢桶涂装干燥工艺及设备
在钢桶涂装生产中,涂料的干燥过程很重要。为了达到预期的涂装目的,除了合理地选用涂料,正确地表面处理及施工外,充分而适宜的干燥过程也是重要的环节。施工后的干燥条件不适当,也不能充分保证漆膜的性能,甚至会有前功尽弃的可能。在涂料施工中,由于干燥条件不适当,经常造成涂膜质量事故。
一、涂料的干燥过程和设备的选用
被涂钢桶表面涂层由液态或粉末状态转变成无定型的固态薄膜的过程称为涂料的成膜过程(或称为涂料的固化、涂料的干燥过程)。涂料主要靠溶剂的蒸发、熔融、缩合、聚合等物理或化学作用而成膜。根据涂料不同的成膜过程,将涂料分为挥发成膜型和交联成膜型两种。
挥发成膜型涂料中大部分为溶剂涂料,这部分涂料又称为自干型涂料。其成膜机理为:均匀涂布在钢桶表面的(溶解或分散在溶剂中的)高分子物质当溶剂挥发时由液态向固态过渡,得到具有一定结构的完整涂膜。挥发成膜型涂料的共同特征是:涂料中的主要成膜物质成膜时不起化学变化。成膜后的涂膜能够再溶解(或热熔)和具有热塑性,因此挥发成膜型涂料又称为热塑型涂料。
交联成膜型涂料的成膜过程主要是缩合、聚合等化学作用。其中绝大部分涂料在成膜过程中也包含了一部分物理作用(例如溶剂型涂料的溶剂挥发、粉末涂料的受热熔融)。交联成膜型涂料的共同特征是:涂料中的主要成膜物质成膜时起化学变化。成膜后的涂膜不能够再被溶剂溶解,受热不能融化,因此交联成膜型涂料又称为热固型涂料。
1.涂料的干燥方法与过程
(1)涂料的干燥方法:涂料的成膜过程就是涂层的干燥过程。制桶生产常用的涂料干燥方法如表14-7所示。
表14-7 常用的涂料干燥方法
| 干燥方法分类 |
干燥方法 |
干燥
(固化) |
自然干燥 |
在常温状态下干燥,也称自干 |
加热干燥 |
低温干燥 |
100℃以下烘干 |
中温干燥 |
100~150℃烘干 |
高温干燥 |
150℃以上烘干 |
(a)自然干燥:自然干燥只适合挥发型涂料、自干型涂料和触媒聚合型涂料。气温、湿度、风速对涂料的自干速度产生显著影响,一般是气温高、湿度低、通风条件好自干速度快,光照对涂料的自干也有利。
(b)加热干燥:加热干燥包括强制干燥和加热烘干。强制干燥指加热能自然干燥的涂料,目的是缩短涂料的干燥时间,提高涂层的性。强制干燥一般采用低温干燥,干燥温度在60~100℃左右,温度过高涂层容易起皱、起泡;加热烘干指加热只能在一定温度下固化的涂料,使其完全成膜。加热烘干所常用的温度一般在120℃以上。
加热干燥的烘干规范取决于被烘干的涂料的类型。常用涂料的烘干条件如表15-8所示。
表14-8 常用涂料的烘干条件
| 涂料类型 |
烘干温度(℃) |
烘干时间(min) |
备注 |
硝基漆 |
60~80 |
10~30 |
温度是指涂层表面温度或涂层底材的温度,而不是烘干环境温度。 |
醇酸树脂漆 |
90~100 |
30~60 |
丙烯酸树脂漆 |
120~140 |
20~40 |
环氧粉末涂料 |
170~190 |
20~30 |
水性涂料 |
170~190 |
20~40 |
钢桶涂层加热方式主要有:对流和辐射两种。对流加热是以热空气为媒介,将热对流给涂层和被涂钢桶而加热。其优点是加热均匀、温度控制精度高,适合于高质量的钢桶涂层的烘干,是目前钢桶涂层的主要烘干方式,但对流加热的升温速度相对较慢。辐射加热通常使用红外线、远红外线,它们从热源辐射出来呈电磁波在空气中传播,辐射到钢桶上后直接吸收转换成热能,使钢桶和涂层同时加热,升温速度快、热效率高是其长处,但温度不均匀。
(2)涂料的干燥过程:涂料的干燥过程按其干燥程度可分为三个阶段:
(a)触指干燥:手指轻触涂层感到发粘,但涂料不附在手指上。
(b)半硬干燥:手指轻压涂层不感到发粘,但强压会留下指纹,涂料不附在手指上。
(c)完全干燥:手指强压涂层也不残留指纹。
涂料烘干应具备的基本条件:
(a)干燥场所必须满足环保、消防和劳动卫生的法规。
(b)涂层干燥前已经充分流平。
(c)干燥场所的温度、湿度必须符合涂料的干燥技术要求。
(d)干燥场所应清洁、无灰尘。
2.干燥设备的分类
涂装过程中,烘干工艺和设备占有重要的地位。前处理后的脱水干燥、涂层的加热干燥等都要用到烘干设备。如果对各种涂料的温度和烘干时间掌握不准确,就不能使涂层性能得到充分地发挥。
由于涂层的干燥在涂装过程中占比较长的时间,一般也是涂装生产线耗能的最主要工序,因此涂层的干燥过程对产品的质量和成本有很大的影响。干燥设备必须向高效率、低能耗、少污染的方向发展。
(1)按形式分类:可分为通过式烘干室和间歇式烘干室。通过式烘干室又可分为直通式和桥式两种。
(2)按热源分类:可分为蒸气、电能、气体燃料(煤气、液化气、天然气等)、液体燃料(煤油、柴油等)、热油等几类。
(3)按加热方式分类:可分为辐射式烘干室、对流式烘干室两种。
(4)按用途分类:可分为脱水烘干室和油漆烘干室等。
3.干燥设备选用的基本原则
(1)钢桶单位时间的数量,即单位时间通过烘干炉烘干的钢桶数量。
(2)钢桶在烘干炉中的间距,或者输送钢桶链条的线速度。
(3)钢桶的外形尺寸:钢桶的外形及挂具或支撑部件的尺寸。
(4)烘干室出入口输送设备的标高及输送设备的型号。
(5)安置烘干室场地的限制,即场地的现场实用空间图形及尺寸。
(6)涂料的干燥技术条件,即涂料干燥所需要的温度、时间要求。
(7)单位时间钢桶涂装的面积和涂料中溶剂和稀释剂的内容。
(8)热源的种类。
二、热风循环干燥工艺及设备
1.热风循环干燥的机理
流体通过固体壁面情况下所发生的热量传递称为对流换热。对流换热过程既包括流体位移所产生的对流作用,同时也包括分子之间的传导作用,是一个非常复杂的传热现象。热风循环干燥是应用对流传热的原理对钢桶涂层进行加热干燥的方法。它利用热空气作为载热体,通过对流的方式将热量传递给钢桶涂层,使涂层得到干燥。
2.热风循环干燥的特点
热风循环干燥相对其它干燥方法,具有以下特点:
(1)热风循环烘干加热均匀,可有效保障涂层质量的一致。
(2)烘干温度的范围较大,能满足大部分涂料干燥的要求。
(3)设备使用管理和维护比较方便。
(4)设备结构庞大,占地面积大。
(5)对防尘的要求较高。
3.热风循环干燥设备的类型
热风循环干燥设备一般按加热空气介质的方式分为直接加热和间接加热两种形式。
直接加热烘干室是将燃油或燃气在燃料室燃烧时所生成的高温空气送往混合室,混合室内高温空气与来自烘干室内的循环空气混合,混合空气由循环风机送往烘干室加热钢桶涂层使之固化。直接加热的烘干室结构简单、热损失小、投资少并能获得较高的温度,但是燃料生成的高温空气,往往带有烟尘,如除尘不尽很容易污染钢桶涂层。直接加热的热风循环烘干室仅适用质量要求不高的涂层烘干,如脱水烘干等。直接烘干室如图14-15所示。
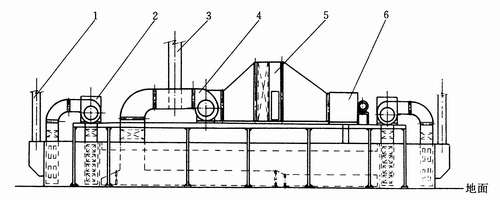
1—排气管;2、4—密闭式风机;3—排气分配室;5—过滤器;6—燃烧室
图14-15 直接加热通过式热风循环烘干室
间接加热烘干室是利用热源在空气加热器内加热空气,加热后的空气通过循环风机在烘干室内进行循环,通过热风循环方式加热钢桶涂层,间接加热的热风循环烘干室相对直接加热的烘干室,其热效率较低、设备投资较高,但是其热空气比较清洁,适合表面质量要求较高的涂层干燥。近年来,随着市场对涂层质量要求的提高,间接加热热风循环烘干室的占有率正在迅速提高。图14-16为间接加热通过式热风循环烘干室。
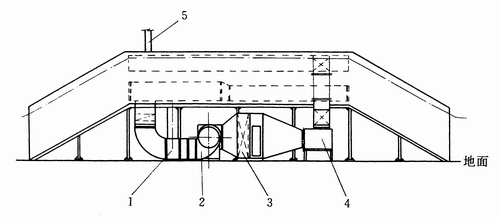
1—排气分配室;2—风机;3—过滤室;4—电加热器;5—排风管
图14-16 间接加热通过式热风循环烘干室
4.热风循环干燥设备的主要结构
各种类型的热风循环干燥设备,一般由烘干室的室体、加热器、空气幕和温度控制系统等部分组成,见图14-17所示。
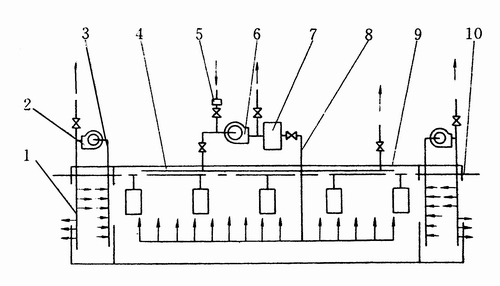
1—空气幕送风管;2—空气幕风机;3—空气幕吸风管;4—循环回风管道; 5—空气过滤器;6—循环风机;7—空气加热器;8—循环送风管;9—室体;10—悬挂输送机
图14-17 热风循环烘干室结构组成示意图
三、 远红外线辐射干燥工艺及设备
1.远红外线辐射干燥的机理
物体中带电的微粒的能级发生变化,就会激发,向外发射能。辐射能的载体是电磁波,电磁波根据其波长的不同,有宇宙射线、γ射线、X射线、紫外线、可见光、红外线和无线电波等。物体把本身的内能转化为对外发射辐射能及其传播的过程称为热辐射。热辐射效应最显著的射线,主要是红外线波(0.76μm~1000μm)。在工业上,把0.76μm~4μm划为近红外线,4~1000μm称远红外线。利用辐射进行钢桶涂层的干燥即为辐射干燥。图14-18为电磁波图谱。
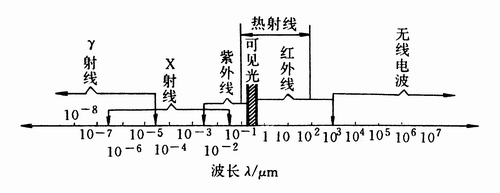
图14-18 电磁波图谱
绝大部分有机材料、高分子化合物、水和金属氧化物在3~4μm及6μm以上的远红外区,具有强烈的吸收峰(吸收带),即在远红外线范围内的电磁波长与这些物质的振动波长相同,也就是辐射源的辐射波长与上述物质的吸收波长一致,从而引起激烈的分子振动放出热量,达到烘干的目的。就涂料而言,油料、树脂等,它们一般对4μm以上的远红外线的吸收率可高达50%左右,涂层表面对远红外线的反射率低于5%,余下的能量将透过涂层被钢桶基体吸收。
2.远红外线辐射干燥的特点
(1)由于辐射烘干不需中间媒介,可直接由热源传递到钢桶表面上,故没有因中间介质引起的热损耗,相对对流烘干室的对流加热方式比较节能。
(2)在远红外线辐射烘干过程中,一部分远红外线被漆膜吸收,另一部分透过漆膜至钢桶表面,在钢桶表面与漆膜之间产生热能交换,使热传导的方向与溶剂蒸发方向一致。这样,不仅加热速度快,而且避免了像对流烘干那样从外向里干燥所易产生的针孔、气泡、桔皮等缺陷。
(3)由于红外辐射烘干时间短,故设备长度短,占地面积小。此外,在结构上比对流烘干设备简单,制造安装比较方便。
(4)因为是辐射烘干,在烘干室内钢桶各部位与辐射器的距离远近不同,会产生加热不均匀的问题。为了解决这个问题,一般情况下在烘干室下部多布辐射器,在上部少布或不布辐射器,由于对钢桶辐射加热的同时,对周围空气也进行了加热,热空气向上流动,这会使烘干炉内出现辐射和对流加热共同作用的效果,对实现烘干室内加热均匀非常有好处。
3.远红外线辐射干燥设备的主要结构
各种类型的远红线辐射干燥设备,归纳起来一般由烘干室的室体、辐射加热器、空气幕和温度控制系统等部分组成。其中室体、空气幕及温度控制系统的结构和原理与对流烘干室基本相同,只有辐射加热器是主要的区别。
常用的辐射加热器有电热式辐射器和燃气式辐射器。电热式辐射器又可分为旁热式、直热式和半导体式三种。
(1)旁热式电热远红外线辐射器:旁热式就是电热体的热能要经过中间介质才能传给远红外线辐射层,被间接加热的辐射层向外辐射远红外线。旁热式电热远红外线辐射器按外形不同可分为管式、灯泡式和板式三种。如图14-19、图14-20、图14-21为旁热式电热远红外线辐射器的三种不同形式。
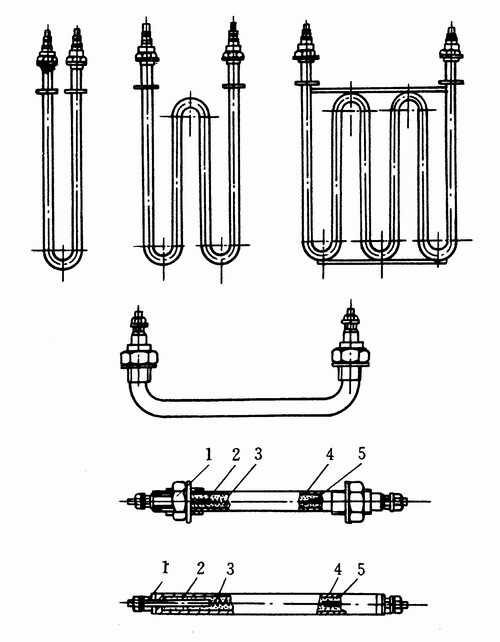
1—连接螺母;2—绝缘套管;3—电阻丝; 4—金属外壳;5—氧化镁粉
图14-19 各种管式辐射器
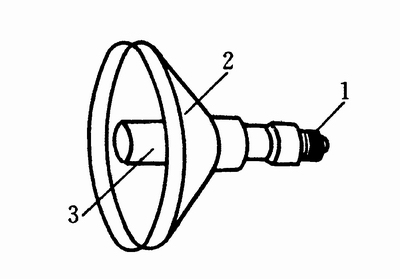
1—灯头;2—发射罩;3—辐射元件
图14-20 灯泡式辐射器
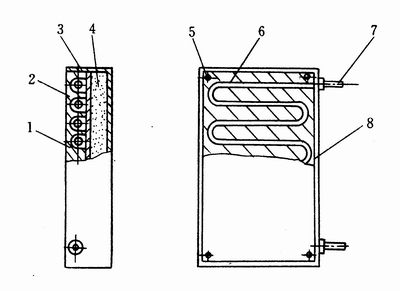
1—远红上辐射层;2—碳化硅板; 3—电阻丝压板;4—保温材料;5—安装螺母; 6—电阻丝;7—接丝装置;8—外壳
图14-21 板式辐射器
(2)直热式电热远红外线辐射器:直热式电热远红外线辐射器是将远红外线发射涂料直接涂覆在电热体上,其特点是加热速度快、热损失较小。目前采用较多的是电阻带型直热式电热远红外线辐射器,它的加热原理与电阻丝相同。
(3)半导体式远红外辐射器:半导体远红外线辐射器是较新型的辐射器,辐射器是以高铝质陶瓷材料为基体,中间层为多晶半导体导电层,外表面涂覆高辐射力的远红外线涂层,两端绕有银电极。通电后,在个电场作用下,辐射器能形成以空穴为多数载流子的半导体发热体。
(4)燃气式辐射器:燃气式辐射器是利用煤气燃烧时产生的高温来加热陶瓷或金属基体的远红外线辐射涂层,使辐射器发射远红外线,所以也称为煤气远红外线辐射器。煤气远红外线辐射器按燃烧基体的材料不同,分为金属网或多孔陶瓷板式两种。
4.远红外辐射器的材料
化学元素周期表第二、三、四、五周期的大多数元素(多为金属)的氧化物、碳化物、氮化物、硫化物及硼化物等,在加热时都能不同程度地辐射出不同波长的红外线。
远红外线辐射涂料的涂覆方法有手工涂刷法、复合烧结法和等离子喷涂法。采用手工涂刷的远红外线涂层3~6个月就开始剥落,辐射效率大大降低。后两种方法寿命较长,但一年或更长些时间辐射效果也会明显下降,这时需要更新辐射涂层。
比较理想的办法是将这些金属氧化物或碳化物与陶瓷材料烧结在一起,并使得烧结物具有稳定的工作性能,可延长辐射器的工作寿命。
5.辐射器的布置
辐射器在烘干室内的布置应该使钢桶涂层各个面的受热均匀。从远红外线辐射烘干室烘干的特点可以知道,烘干室内布置辐射加热器的原则是:由下而上数量递减,尽量保证钢桶涂层同时加热。一般高度超过1.5m的烘干室沿高度方向分为三个区,下区辐射器的功率为总功率的50~60%;中区为30~40%;上区为5~15%。
由于钢桶涂层吸收辐射能的大小和受热面与辐射器之间的距离平方成反比例下降,因此辐射器不能距离钢桶太远。一般常用的距离为120~300mm。
【返回目录】

