《钢桶制造技术》
杨文亮 辛巧娟 编著

第十三章 钢桶卷封装配工艺
第五节 卷边三角区质量缺陷及解决措施
钢桶产品质量的大敌是渗漏,因为它使钢桶失去了其最基本的功能,所以渗漏也就成了人们讨论最多的话题,然而渗漏又不是一个简单的问题,不可能一言而尽。本节针对渗漏发生率最高的钢桶卷封三角区质量问题进行分析,为提高产品质量指出一条解决问题的途径。
卷边三角区是指桶身焊缝与桶底、顶卷边封口相交叉的特殊区域,这个区域之所以成为多事之区。主要还是因为它具有缝焊和卷边的双重特性,汇集了包括缝焊问题,卷边问题和干涉问题等多种质量问题。
一、原材料质量的影响——卷边裂口
对于三角形区出现质量问题的研究,我们通常的分析方法便是将卷边切开观察分析截面形状。
有时,我们把三角区渗漏部分沿中心卷边截面切开,便会看到如图13-33所示的情形,由于桶身卷边部分存在一处或多处裂口,便导致了渗漏。
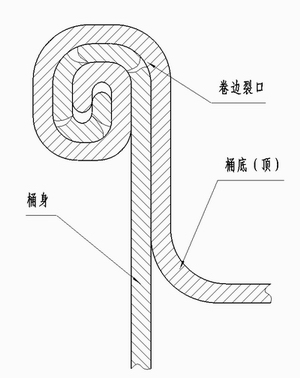
图13-33 卷边裂口
卷边裂口有时与焊接有关,但我们发现在同样的焊接条件下,某些材料会大批量地出现这种现象,经过分析化验,证实是属于材料本身材质问题。
钢桶所用的材料与钢桶质量有着非常密切的关系。钢桶在卷边成型过程中,其变形部位钢板被不同程度的拉伸,其内部应力主要是拉应力。当变形部位内部应力超过材料的断裂强度时,钢板便会破裂。因此,要求钢板要有良好的塑性。钢板的塑性与含碳量有关,含碳量低的钢板,其塑性较好。
由于缝焊搭边处材料较厚,在卷边过程中变形量比别处更大而且不均匀,所以,如果材料含碳量超标时便易于出现开裂现象。在生产中,常见出现大批量翻边、卷边裂现象的材料多来自俄罗斯和美国等地进口的钢板或一些锈蚀严重的钢板,国产料和日本进口料一般很少出现这种情况。所以,在大批量生产中,为了满足钢桶的生产工艺要求,应选择质量较高和稳定的钢板,以适应钢桶卷边成型过程的变形要求。
二、桶身下料尺寸的影响——搭接错边
在生产中,有时发现大量三角区渗漏的情况,当我们在焊缝两侧切下卷边截面时,却发现焊缝两侧是完全不同的卷边情况。如图12-34所示。一侧卷的较好,而另一侧却极不理想,出现明显的翻边尺寸不足,这样,就发生了焊缝卷边三角区一侧渗漏的情况。
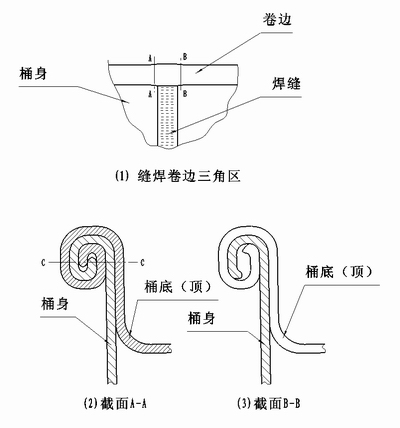
图13-34 卷边三角区两边卷边不同
为了找出问题的根源,我们将截面A与截面B之间的卷边展开,结果发现缝焊搭边有错边现象,如图13-35所示。当我们将桶身焊缝另一端作同样的解剖后,却没有发现错边现象,由此看来,问题是出在桶身板下料工序上。
图13-35 搭接错边
在桶身下料工序中,一般要求尺寸公差都比较严格,不仅长、宽尺寸不能超差,而且对角线误差也有一定的要求,另外还要求四角均匀为直角,这几项要求缺一不可,如图13-36所示,三种不同的下料形状,在图13-36(A)中,边长ab=cd,ac=bd,满足了长、宽尺寸不超差,但由于对角线ad≠cb,故下料形状变成了平行四边形,当然四角也不是直角,这样的桶身料缝焊后便形成了如图13-37(A)形式的搭接错边;在图13-36(B)中,对角线ad=cb,有一个边长ac=bd。但另一边长ab≠cd,且四角都不是直角,下料形状变成了等腰梯形,桶身料焊接后就形成了如图13-37(B)形状的搭接错边;在图13-36(C)中,虽然有两个角是直角,但另外两角没有保证,于是就形成了如图13-37(C)形式的搭接错边。
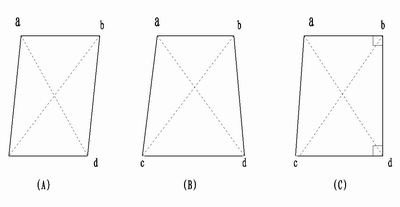
图13-36 搭接错边原因分析
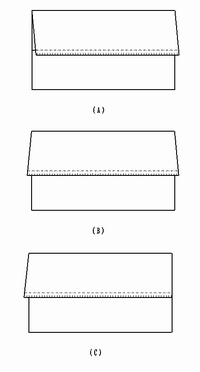
图13-37 搭边错位类型分析
在实际生产中,我们发现有的原材料(油桶板)比较正规,只需剪一刀便可达到要求,但有些材料并不正规,需要剪两刀、三刀甚至四刀才能达到工艺要求,所以,在下料工序中,千万不可只为了省事不顾工艺要求地盲目裁剪,一方面要作好剪板机的定位装置,另一方面要经常检查形状尺寸误差是否达到要求,尽量避免出现搭接错边的情况。
三、磨边质量的影响——搭边太厚
在进行三角区质量问题的分析中,有时我们在焊缝两侧截面中,发现卷边均有卷边较松、缝隙较大的情况,但在非三角区的其它卷边截面没有发现卷边松的问题。那么,这焊缝两侧的缝隙是如何形成的呢?为了找到真正的原因,我们沿着垂直于截面A和截面B的方向在卷边中心切下一截面C(如图13-34),发现在焊缝两侧有很大的间隙,如图13-38所示。
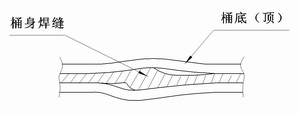
图13-38 卷边截面C-C局部示意
三角区的间隙与焊缝的厚度有直接的关系,而焊缝的厚度又取决于磨边工序的质量,磨边的目的之一,便是为了将缝焊搭边磨薄,使焊缝厚度不致过大。但对于大多数磨边设备来讲,磨边厚度并不容易达到理想要求。一般情况下,对1.2毫米厚的桶身板,单边磨薄后都在1毫米左右。双边搭接缝焊后,搭接总厚度在2毫米左右,远远大于原材料的厚度,这样,就出现了三角区的间隙。
要解决磨边厚度过大的问题,途径是很多的,除了加大磨边量之外,还可采用全自动缝焊机焊接,或者采用近年来国内发展起来的新工艺,如铣边技术、碾边技术、缝焊机装置等等。
为什么用全自动焊机就能解快焊缝厚的问题呢?原来,全自动焊机焊接过程中,焊缝搭边较窄,一般仅为3毫米,而焊轮较宽,约为20毫米,因此,焊接过程中,焊缝搭接处于焊轮的全包容之中,在上下焊轮的压力及电阻热作用下,整个搭边全部熔融,形成比较薄的焊缝,其最大厚度一般在1.3毫米左右,与桶身板厚1.2毫米相差不大。因此,全自动焊机焊缝卷边三角区间隙较小,出现渗漏的可能性也较小。而国内大多数厂家所采用的手工半自动焊机焊轮较窄,约6-8毫米,焊缝搭边值较宽,约12毫米,所以在焊接时,在焊轮压力及电阻热的作用下,会出现焊缝搭边中部熔融而两侧边缘外翘的现象,这个位置的厚度多在2~2.5毫米左右,此尺寸远远大于桶身板厚度尺寸,所以卷边间隙很大,如图13-39为全自动焊机和半自动焊缝截面比较。
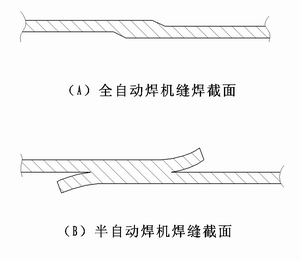
图13-39 缝焊机焊缝截面比较
铣边工艺是将磨边工艺的砂轮磨削方式改为采用铣刀盘进行铣削的新工艺,它易于使单边铣边厚度达到较理想的尺寸,碾边工艺是将焊接后的焊缝采用碾边设备压薄的一种新技术,缝焊机装置是将半自动缝焊机改装为类似全自动焊机,同样能达到搭边小,焊缝薄的目的。
四、点焊定位质量的影响——搭边超差
有时,由于桶身缝焊前点焊定位的问题也造成部分三角区的渗漏。由于定位不准确,经常形成的搭接焊缝形状如图13-40所示。
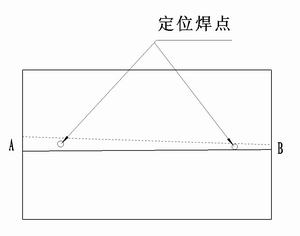
图13-40 点焊定位不准确
在焊缝的A、B两侧搭接量严重超差,A边搭接量过大,B边搭接量过小。搭接量过大时,焊缝搭边脱离过多,形成没有熔融的双层,如图13-41(A)所示,所以双层卷边除了具有因焊缝太厚引起的渗漏情况外,还有因双层边中间有缝隙而产生的渗漏,如图13-41(B)所示。搭接量过小时,常出现开口现象,有时翻边后即出现焊缝脱开,在卷边过程中已完全分离。翻边时焊缝脱开的情形如图13-42(A)所示,由此出现的三角区卷边情况如图13-42(B)所示。如此造成更大的渗漏。
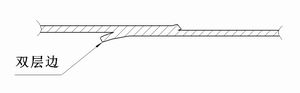
(A)搭边超宽

(B)含有缝隙的超宽双层边
图13-41 搭边超宽
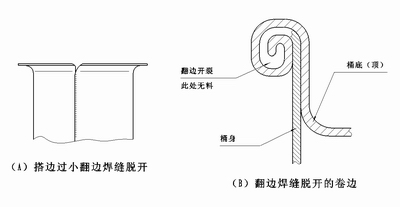
图14-42 翻边开裂三角区卷边情况
为了防止缝焊搭边过宽或过窄,必须在定位点焊机上想办法,采取“Z”形定位夹具,在A、B两头同时定位,只有控制A、B两个点,才能使两边定位一致,“Z”形定位夹具如图13-43所示。对于全自动缝焊机来说,因它本身具有“Z”形定位导轨,既不需要点焊定位,缝焊搭边质量也能得到严格地控制。
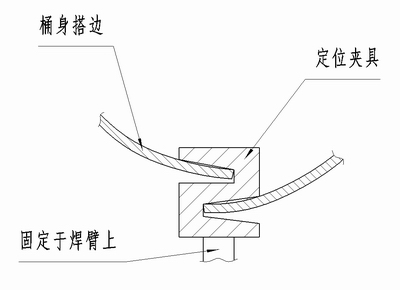
图13-43 点焊机“Z”形定位装置
五、缝焊质量的影响(一)——烧穿
有时造成渗漏的原因很难分析,但只要将三角区切下展开,便会发现很多问题,如图13-44所示的卷边便属此类。图中在桶身焊缝卷边中出现的孔穴,通过展开分析,发现焊缝有穿孔现象,这就是缝焊烧穿。
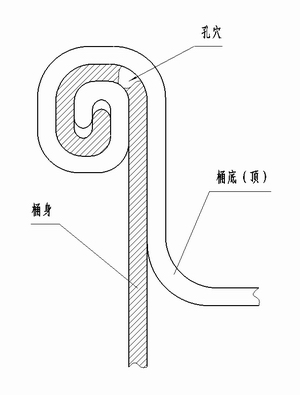
图13-44 缝焊穿孔引起的孔穴
缝焊机电流大,阻抗小,故次级电压低。这样,桶身上油污、氧化物等均属不良导体。在电极压力作用下,氧化膜等局部破碎,导电时改变了钢板上电流场的分布,使个别部位电流线密集,热量过于集中,易造成搭接处烧伤或沿焊点外缘烧伤。这就是产生烧伤的主要原因。
六、缝焊质量影响(二)——凸嘴
在我国大部分制桶厂家,缝焊的凸嘴现象极为普遍.这也是造成三角区渗漏的主要原因之一。如图13-45所示为缝焊边缘出现的凸嘴形状,在卷边过程中, 凸嘴将首先到达卷边中心,因而使两侧翻边部位不能到达而出现卷边层不足或空隙现象, 凸嘴中心与凸嘴两侧卷边情况可参看图13-34(2)和图13-34(3),其卷边情况基本类似。
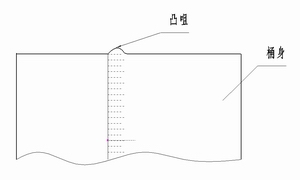
图13-45 缝焊边缘的凸嘴
缝焊凸咀现象的产生原因一般有三种:(1)通电时间过长;(2)电极压力不足;(3)电流过大。
对于以上原因产生的凸咀,一般采用调整焊接规范,改变焊轮端面锥角角度和改善冷却条件等措施来解决。有的则采用切边机解决。
七、缝焊质量的影响(三)——脱焊
对于上述焊缝凸咀问题的解决,有的厂家采用缝焊不到头的方法,结果便产生了熔缝不到头的脱焊缺陷。如图13-46所示为熔缝不到头的焊缝示意图。
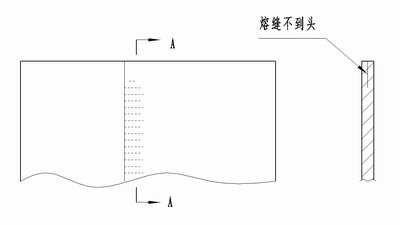
图13-46 熔缝不到头
熔缝不到头的卷边截面形状与图13-41所示基本相似,在桶身卷边处出现双层边。于是便产生了渗漏,有时还产生直漏。在缝焊的实际操作中,当桶身还没有走完时,便抬起焊轮。使焊接中断,就产生了这种情况。所以,要解决这个问题并不难,只要在操作中多加注意即可,即尽量在焊缝到达桶身未端时,再脱离焊轮。当然利用全自动焊机便不存在这个问题。
八、缝焊质量的影响(四)——焊缝脆裂
在大批量生产中,在原材料较好的情况下,有时也产生翻边裂现象,有的裂纹沿着焊缝方向。有产裂纹垂直焊缝方向,卷边后的结果与图13-33和图13-44情况类似。这个质量问题的产生,一般也是由缝焊的质量所影响。
焊缝脆裂产生的原因一般有四种:
(1)通电时间过长,过热,晶粒边界熔化。改进措施是:调整规范参数;
(2)电极压力不足或压力加的不及时。应检修焊机的加压速度;
(3)通电时间短、冷速过大,而有淬火裂纹。选用合适的焊接循环形式;
(4)表面清理不良或在大量飞溅。应加强桶边表面清理。
据调查,国内许多厂家的半自动缝焊机冷却方法有的采用外冷式,有的是内外全泠式,有的是内冷式,对于内冷式焊接方式,由于冷却水在焊轮内部循环,故一般不会产生冷速过大的情况。而使用外冷式的焊接方式。便容易产生冷速过大的淬火裂纹。这是焊缝脆裂的主要原因。
对于淬火裂纹。应取消焊轮外冷方式。加强内冷的冷却水流量和流速,以达到冷却要求,避免焊缝淬火破裂。
九、卷封质量的影响——铁舌和挤破
如图13-22所示,在钢桶卷边中常出现三角区的铁舌。这种情况的产生,除有焊缝太厚的影响之外,卷边质量对它也有很大的影响。卷边滚轮的槽形尺寸大小,是根据钢板的薄厚和卷边层数、形状来设计的,一般来说,如按七层圆卷边计算滚轮槽深和槽宽。必须保证够装七层料厚的卷边。如果滚轮槽过大,卷边必松,不紧凑,卷边尺寸过大,易造成整圈卷边渗漏;而滚槽尺寸太小时,七层卷边的材料在槽内盛装不下,便会外溢,外溢就出现了铁舌。
由于三角区焊缝一般材料较厚。为原材料厚度的1.2-1.5倍。如果滚槽在三角区以外的卷边稍显小的话,则在三角区的卷边必出现材料过剩的铁舌现象。铁舌现象不仅影响钢桶的美观。还常常将卷边挤破,出现渗漏质量问题,如图13-47所示为挤破现象。
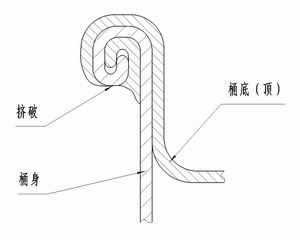
图13-47 焊缝三角区挤破
为了防止出现铁舌,卷边滚轮的滚槽大小既要考虑正常材料的卷边厚度,还要考虑三角区的卷边厚度;既要使三角区的卷边不致出现铁舌和挤破,还要使三角区以外的卷边不太松而渗漏。另一方面,这个问题的解决也要从减少焊缝厚度的方面努力。
十、卷边三角区渗漏的补救措施
影响钢桶三角区质量的情况还有很多,但最多见的便是以上九种,对于已经产生三角区渗漏的钢桶,为了减少损失,提高合格率,一般有以下几种解决措施。
(一)、用卷封滚轮再靠一次
不论造成渗漏的原因有多少种,但既然已经产生了渗漏,大部分的原因都是产生了缝隙(卷边挤破不在此列),所以,将卷边滚轮的最低点再下降一些,或将压盘再压紧一些。或再换一滚轮槽较小的滚轮,然后将渗漏钢桶置于卷封装配机上再卷靠一次,以使卷边更紧些,经验告诉我们,一般情况下有50%的渗漏桶可以达到不渗漏。
(二)使用钎锡修补
为了使已渗漏的钢桶进入合格品行列,采用锡钎焊补漏较为理想,既修补牢固,补焊处周围也不变形。
(三)用补漏胶修补
近几年国内出现了不少新型的补漏胶,可用来进行钢桶修补,但要慎重的是。有些补漏胶不耐高温。在远红外油漆干燥炉内烘烤会熔化流掉,有的不耐腐蚀,盛装某些化工产品时可能再产生渗漏。
(四)气焊补漏
气焊补漏是采用较多的传统方法,补漏效果较好。补漏后一般不会再渗漏,但由于气焊热影响区较大,易造成大面积的变形和补疤,影响了外观质量,一般只能降价出售。
(五)氩弧焊补漏
目前有不少企业开始采用氩弧焊补漏,效果非常好,补焊后的钢桶完全可以作为正品出售,其密封质量和外观质量均与一次性合格的钢桶没有差别。
【返回目录】

