《钢桶制造技术》
杨文亮 辛巧娟 编著

第十三章 钢桶卷封装配工艺
第四节 卷封工艺常见缺陷及解决方法
对于钢桶卷封工艺,一般的技术要求有:
1.卷边表面平整、光滑;
2.卷边不能有抽丝、起毛、二道压痕等。
3.卷边不能有“铁舌”。
4.卷边缝隙内应充满具有弹性的密封胶。
5.在卷边过程中,无论采用何种方式涂覆密封胶,是采用机械喷胶方式还是手工喷涂方式,都要求密封胶覆盖均匀、无遗留、保证在卷边完成之后,卷边卷层的缝隙内充满密封胶。
对于卷封工艺常见的缺陷及解决方法,我们以目前国内常采用的三重卷边形式分析如下:
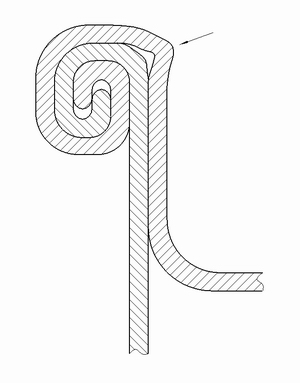
图13-18 卷边背部出硬棱
一、卷边背部出硬棱
如图13-18所示,钢桶生产过程中,有时出现装配完成的钢桶卷边背部有硬棱,严重时不能顺利卸桶,甚至钢桶包卷边压盘上。发生问题的原因及解决方法如下:
1.托底顶辊太低
托底顶辊轮本应安装在卷边滚轮一侧,且上端略低于卷封压盘为好,由于安装的太低或紧固托辊螺栓松动,使托辊起不到托桶底顶作用,这时会产生出硬棱问题。此时,往上提托辊或重新紧固螺栓,硬棱即可消失。
2.卷封压盘不正
由于卷封盘安装不正,旋转时即发生跳动,此时桶卷边易出现半圈硬棱。重新调整卷封盘,使跳动消失,硬棱也随之消失。
3.卷封压盘磨损
长时间连续生产,卷封压盘上端锐角磨损到一定程度时,也会发生出硬棱现象。多次补焊的卷封盘,由于焊后淬火不均,生产时盘会局部掉角,亦会发生此问题。应及时更换新的卷封压盘。
4.桶身焊缝搭边过宽
国产焊机桶身搭边较宽,此时卷封滚轮调对的紧一些的话,即可发生直缝与卷边环缝交接处(三角区)背部出硬棱。如稍将轮的调节丝杆调松一些,问题即可排除。
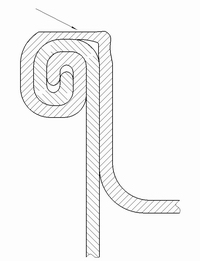
图13-19 削磨顶部
二、削磨顶部
如图13-19所示,卷封时,卷边顶端整圈或局部磨削和损坏。造成问题的原因及解决方法如下:
1.卷封滚轮槽形不正确
根据经验得知,当卷封滚轮槽形曲线起始斜度较大时,容易产生磨顶缺陷。当用这种滚轮卷边对较薄钢板(0.8mm)可能有利,主要是可使卷边卷得紧一些,但调的过紧也可发生磨顶问题。故应注意将滚轮调得松紧适宜。在生产厚板(1.2mm)钢桶时,不宜使用此种斜度的滚轮。
2.滚轮润滑不良
有的钢桶在卷封装配之前,桶身和桶顶底经过除油处理,使钢板表面油脂脱落,故卷封时,滚轮与钢板摩擦力加大,以致削磨顶部。生产速度很高的卧式封口机更易发生此类问题。在卷封时,往滚轮曲线部位喷涂皂液,增加润滑,可避免此问题发生。
3.托辊位置不当
桶底顶托辊安装过高,或离卷封压盘距离太近时,可出现磨顶问题,适当调整后,可恢复正常生产。
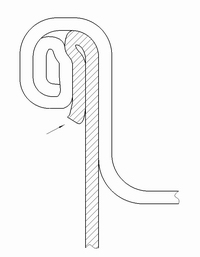
图13-20 桶身边外翻
三、桶身边外翻
如图13-20所示,桶身边外翻,又称铁舌。造成问题的原因及解决的方法如下:
1.桶身翻边处变形
桶身翻边后在工序间运输和周转过程中,致有些桶翻边处磕碰变形。又因装配前,变形部位没用木锤修平,致卷封后出现桶身边外翻问题。只有采取有效措施,防止桶边磕碰,方是解决问题的根本方法。
2.桶底顶托辊(轴承)安装过高
操作卧式卷封装配机是时,有时卷边出现大于100mm的较长铁舌(沿卷边外圈的钢桶直径上),且断续发生,此时就判断为支撑桶顶底边的托辊(轴承)安装过高。由于托辊位置超出卷封压盘底平面过多,钢桶夹紧后,虽然卷封滚轮还没动作,桶身边就已弯曲翘起,以至卷封后出铁舌。此时应将托辊向后调,适量后,出铁舌问题即消灭。
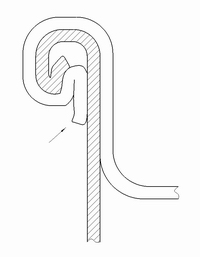
图13-21 桶顶底边外翻
四、桶顶底边外翻
如图13-21所示,桶底顶与桶身卷封时,有一小段不能勾住桶身翻边,而露在卷边外,也称为铁舌。造成问题的原因及解决的方法如下:
1.桶顶底边缘变形
桶顶底边缘在没装配前就因碰撞而翘起,组装时又没将变形部位整平,即发生此问题。应采取有效措施,防止磕碰桶顶底边缘。
2.桶身翻边裂后补焊量过大
桶身经翻边后,往往在焊缝处产生裂纹,采用气焊补焊修复时,如用铁水过多,此处变厚。卷封时过厚的翻边将桶顶底边缘向外排挤,使直缝与环卷边交接处出现铁舌。为防止出现铁舌,补焊时尽量少点铁水,并将过厚的部分用手砂轮磨平。
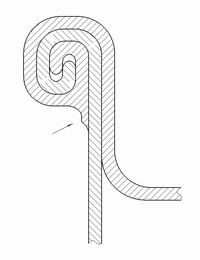
图13-22 铁舌和削丝
五、铁舌和削丝
如图13-22所示,出铁舌和削丝现象有时同时发生,有时也可单一出现,但和前面提到的第三种、第四种出铁舌有区别,后者为整圈出铁舌和削丝。发生问题的原因及克服的方法如下:
1.用错卷封滚轮
此问题多发生在品种多,规格多的钢桶装配车间。例如所生产的钢桶料厚为1.2mm厚,借用1mm板厚的卷封滚轮,当卷封滚轮进到一定程度时,即发生此问题。其原因是滚轮凹槽容不下卷边材料,故应杜绝乱用卷封滚轮,并应做好卷封滚轮的标记保管工作。
2.卷封滚轮槽形曲线不合要求
当滚轮曲线设计不正确时、淬火不当及机械加工后曲线不符合样板时,易发生削丝现象。克服的方法:削丝严重时应更换新滚轮。轻微时,可将滚轮轴锁紧螺母放松几扣,使滚轮有一定的摆动量,当滚轮磨损到一定程度后,问题自然消灭。
3.二道成形滚轮调位不当
卷封时使用的二道成形滚轮,当滚轮圆弧底部低于卷封压盘平面太多时,可发生出整圈铁舌,此时应将轮上调,整圈出舌即可消失。
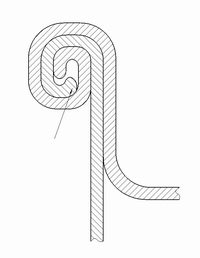
图13-23 桶身翻边钩不到头
六、桶身翻边钩不到头
如图13-23所示,为桶身翻边钩不到头的缺陷,造成问题的原因及克服方法如下:
1.卧式卷封装配机两卷封压盘距离超过规定值
因调整不当,两卷封压盘距离超过规定值时,会造成成品桶尺寸超高。超高是造成桶身翻边钩不到头的原因之一,故班前应检查压盘距离尺寸是否正确。在钢桶生产中,也应经常检测成品桶高度尺寸,发现问题及时调整设备。
2.气缸压力不足
当压盘压力来自气缸时,压力不足可造成钢桶尺寸超高,故应避免在气压压力不足时开车生产。
3.桶身翻边不均匀
当桶身翻边不规整,尤其是出现两头翻边尺寸不一样时,卷封后翻边尺寸小的一头可出现整圈钩不到头的问题。故应严格控制翻边工序的工艺尺寸。
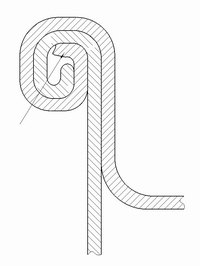
图13-24 桶顶底边缘钩不到头
七、桶顶底边缘钩不到头
如图13-24所示,桶底顶边缘钩不到头,造成缺陷的原因及克服方法如下:
1.卷封滚轮凹槽磨损
卷封滚轮经较长时间使用后,其凹槽因磨损变的宽大,如仍继续使用,桶顶底的边缘前端无法再向里钩入,二道轮成形后,卷层立即出现钩不到头的问题。此时应更换新轮。
2.卷封滚轮调节丝杆后移
比较陈旧的卷封机,由于机械震动可引起调节丝杆后退,卷封滚轮不能有力地将钢桶卷边卷紧,即出现桶顶底钩不到头的缺陷。此时应对设备进行改进,增加丝杆锁紧装置。
3.桶顶底冲压后因缺角而不圆
冲压车间生产的桶顶底,由于某种原因使边缘有缺口,故卷封后,此缺口部位则不能钩到头。保证半成品质量,发现有缺陷的桶顶底不让它进入装配工序,可避免此问题发生。
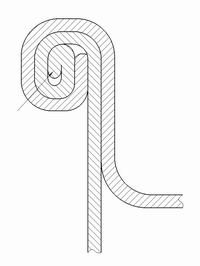
图13-25 内部自卷
八、内部自卷
如图13-25所示,为内部自卷缺陷。造成原因及克服方法如下:
1.桶高尺寸过小
卧式卷封装配机两卷封压盘距离小于规定值时,可迫使桶身翻边尺寸加宽,致使卷层内出现自卷缺陷。解决方法:调试好设备,再开车生产。
2.气缸压力过大
在多产品生产的情况下,立式气动卷封机上气缸压力随品种用料薄厚而适当增减。当某一品种桶用气压力超过规定值时,即可发生内卷现象,故应注意调节气压。在更换品种时,更应注意调节气缸压力。
3.桶身翻边不良
桶身翻边的正确与否,对卷边质量影响甚大,尤其是滚压翻边时,调试不当,致桶身翻边一头宽一头窄。卷封后,过宽的一端可出现自卷缺陷,所以必须保证翻边工艺尺寸的正确。
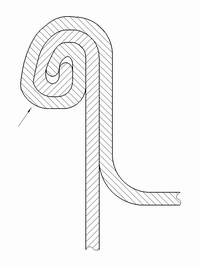
图13-26 卷边一头宽一头窄
九、一头宽一头窄
如图13-26所示,是一头宽一头窄缺陷,造成问题的原因及克服的方法如下:
1.二道滚轮使用不当
卷封滚轮将卷边卷成后,再用二道滚轮滚压成所需要的形状,并将卷封层压紧。如二道滚轮调整不当或位置固定不准确,其卷边可发生一头宽一头窄的缺陷。为防止缺陷,锁紧螺母将二道滚轮调整合适,问题就能解决。
2.二道滚轮槽形不正确
设计卷封机卷封压盘时,其工作面带有锥度。故在设计二道滚轮时也应有相同的锥度,以保证卷压后的卷边形状是合适的,反之则出现一头宽一头窄的缺陷,故设计时应注意这一问题。
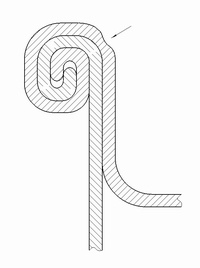
图13-27 内侧划出沟痕
十、内侧划出沟痕
如图13-27所示,这种缺陷多发生在立式卷封机上,是操作者违反操作规程所致。把二道滚调得很紧,又不等其动作完成,即将上压盘退出,此时二道滚仍紧紧地顶着卷边,桶却倾斜而下,即造成卷边内侧划出划痕。沟痕一般为多半圈,严重时可将钢板划破。如卷边未被划破,但卷层内可出现一横向空隙,降低了钢桶的防渗漏性能,所以在杜绝错误操作的同时,还要求正确的调整设备。
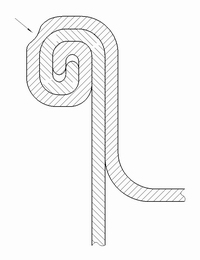
图13-28 外侧划出沟痕
十一、外侧划出沟痕
如图13-28所示,这种缺陷多发生在卧式卷封机上,产生的原因是操作者违反操作规程。由于二道滚轮正处于工作状态时,操作者却按动设备的下一个动作开关,使卷封盘过早地分离。二道滚轮槽划着卷边外侧,将其划出一道斜沟,长可大于圆周的1/3,且不易补焊。为克服此缺陷,应改进操作,待动作完成后再按下一个动作的控制开关,也可把控制设备动作的电器开关搞成自动连续式。
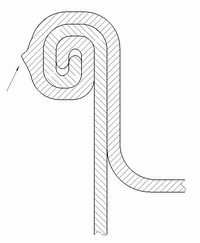
图13-29 外侧面出凸鼓
十二、外侧面出凸鼓
如图13-29所示,发生缺陷的主要原因是:二道滚轮的工作面的中心部位磨损变形。因为这部位总是最先接触头道卷封滚轮卷好的卷边,长期使用磨损,致其向内凹陷,出现环状弧形沟槽,如仍继续使用,会将二道滚轮压出一凸鼓形状,比时应将二道滚轮矛以更换。
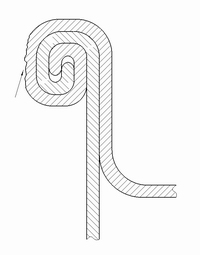
图13-30 外侧面划出不规则沟痕
十三、外侧面划出不规则沟痕
如图13-30所示,卷边外侧面被划出不规则的沟痕,这种问题多出现在生产能力较高的卧式卷封机上。由于卷边滚轮内弧形磨损而发生畸形变化所致。卷封滚轮发生畸形磨损,一则由于本身材质问题,二则由于热处理不良。
经热处理的滚轮本应质地坚硬,并且硬度均匀。使用一段时间后,整个弧形磨损变得宽大。而热处理不良的滚轮,其某一部位首先磨出凹陷的沟状,且不规则。在卷封滚轮完成整个动作的过程中,不断地削划着卷边,经二道滚轮压形后,就出现了图中看到的形状。遇到此种情况应停机检查卷封滚轮内弧曲线,发现问题及时更换。
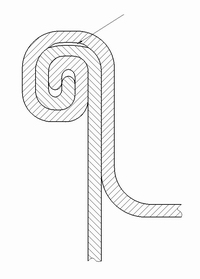
图13-31 横向出现缝隙
十四、横向出现缝隙
如图13-31所示,为横向出现缝隙的缺陷。这种问题是指卷层内不符合工艺标准又多出的一条缝隙。发生此问题与卷封滚轮的槽形曲线设计有关,有时发生在用料较厚的钢板上。当卷封滚轮设计的回弯弧半径较小,起始弧斜度较大时,钢板要在较小的回弯弧内突然回弯,阻力增大,致其产生塑性变形,经二道滚轮压形后即出现横向缝隙。
同时需要指出的是,卷封机卷封盘转速越慢,卷封滚轮进给整越快时,此问题的发生越明显。故此时应改进卷封滚轮槽形曲线的设计。调整好与设备转速的关系,同时还要顾及卷封滚轮的进给速度。解决此问题比解决其它缺陷要复杂一些。
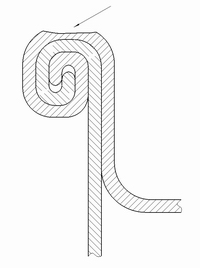
图13-32 磕撞受损
十五、磕碰受损
如图13-32所示,是成品桶卷边顶端撞击在高速旋转的卷封压盘上,致其局部变形。
国产老式卧式卷封机,当桶卷封完毕后,设备的一侧压盘分离,旋转的桶从另一侧卷封压盘上慢慢滚落而下,由链式输送带将其带走。但有些时候,操作者想加快生产速度,当一侧压盘刚刚分离,不容桶的另一端全部脱离卷封压盘,便按动链式输送开关,桶则突然倾斜随链条窜出。一端撞击在分离压盘上,碰坏处多为卷边顶部。克服方法:及时纠正不正确的操作方法。
十六、卷边尺寸超差
卷边尺寸即指卷边的宽度和厚度,卷边尺寸超差的缺陷是日常生产中经常发生的。超厚和超宽均可影响钢桶的使用性能,引起渗漏。卷边超厚,加大了卷层垂直面间的缝隙,超宽则可以加大上下两个空隙。
当卷封滚轮调得较松时,二道滚轮调的紧可发生超宽缺陷;反之则发生超厚缺陷。以上两种问题均是人为因素造成,应提高操作者技水平和加强产品检查工作。
需要指出的是:卷封滚轮使用时间过长,磨损加大后滚槽变宽,同样可以造成超宽的问题,应及时更换卷封滚轮。
【返回目录】

