《钢桶制造技术》
杨文亮 辛巧娟 编著

第十三章 钢桶卷封装配工艺
第三节 卷封装配工艺设计
要想得到理想的卷边状态,必须先进行严格的工艺设计,才能达到所要求的卷边形状、层数、松紧程度和密封效果。与卷边有关的主要环节是成形滚轮的形状、凸轮的工作过程和密封胶的性能。
一、滚轮设计
滚轮曲线的形状对卷边的尺寸及形状起着决定性的作用。但滚轮的设计是比较复杂的,影响因素较多,多数是经验。但有一点是可以肯定的,不论对于五层矩形卷边,还是七层圆弧卷边,理论上的成形弧线应该是渐开线,经验中较为合理的、比较实用的形状,都是较接近于渐开线规律的。因为真正的渐开线较难加工,所以,我们所用的滚轮曲线,都是采用由接近渐开线的多个圆弧及斜面组成。
如图13-13为一种实用的三重七层圆弧卷边头道滚轮曲线形状。图中ed段为斜面,卷封时,桶顶底边缘首先接触的就是这个面。α角度是一个重要参数,对于头道滚轮来说,α角过小,易加快滚轮的磨损,且桶顶卷边时易产生“外卷”现象,在圆弧段成形较突然;α过大,则影响圆弧段的正常成形。一般在7°~9°之间较为合适。
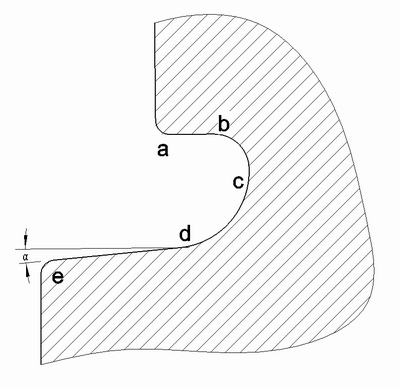
图13-13 头道卷封滚轮曲线示例
图中cd段为卷边过渡段,应使桶边成形顺理成章地变形,一般情况下,曲率半径不宜过大,过大的半径会给下段卷边成形造成麻烦,阻力太大,易形成滞后成形。半径过小,易形成提前成形,达不到预期目的。
图中cb段为卷边成形段,通过这个段要使卷边达到要求的圆弧大小,它决定了卷边的松紧程度和层次的多少,半径越大,卷成圆尺寸越大,结合越松散,层与层之间缝隙也越大,密封性能越不好;半径太小,因为受到材料厚度的限制,不能将材料包容,难以使卷边部分与桶顶直壁处靠紧,成为未完成卷边。
图中ab段为直线段,目的确良使卷边完成后滚轮容易退出。
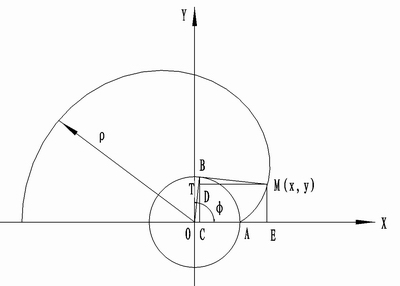
图13-14 渐开线滚轮理想曲线
如图13-14为卷封滚轮理论曲线图,为一渐开线形状。设基圆的圆心为O,半径为r,曲线初始点在A处,以O为原点,直线OA为X轴,建立直角坐标系。设M为曲线上任意一点,BM为圆的切线,连接OB,取∠AOB=φ(弧度)为参数,则由渐开线的定义,得BM=AB=rφ。
作ME⊥OX,BC⊥OX,MD⊥BC,则∠MBD=φ,由此可得
x=OE=OC+CE=OC+DM=rcosφ+rφsinφ
y=EM=CD=CB-DB=rsinφ-rφcosφ
因此,此曲线方程为
x=r(cosφ+φsinφ) (13-2)
y=r(sinφ-φcosφ)
转换为极坐标方程为
将式14-2代入上式,整理后得
 (13-3)
(13-3)
能用于卷边滚轮的曲线,一般取φ角从0°~180°之间(即从0~π之间)的对应曲线。对不同的卷边要求,基圆半径r的值应取不同。r值的大小主要与材料的厚度和卷封层数的多少、卷封要求的尺寸有关。一般来说,可由下式进行估算:
r=n·t (13-4)
式中:r ——渐开线基圆半径;t——钢桶材料厚度;n——卷封层数,对于五层矩形卷边,n=5;对于七层圆弧卷边,n=7。
以上滚轮设计均对主要成形滚轮(头道滚轮)而言,对于二道滚轮来说,设计较为简单,即按照最终的尺寸和形状进行制作,只要能把卷边压实就行了,至于形状,尽可以依个人的爱好来选择。
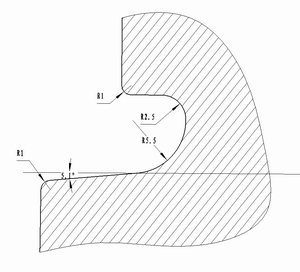
图13-15 三重圆卷边头道滚轮槽形图
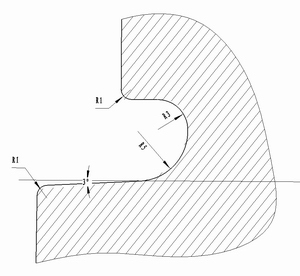
图13-16 三重卷边二道滚轮槽形图
如图13-15和图13-16为我们根据理论设计,采用最接近理论曲率的圆弧简化标注的一对卷边滚轮形状尺寸。之所以这样做,为的是滚轮槽形加工时较为方便,这是我们传统的标注方法。一般来说,先根据图形尺寸制作成样板,在用样板来加工检验滚轮的槽形,在样板和滚轮加工中,尽可能的达到高精度的要求,滚槽表面尽量光滑。滚轮加工采用工具钢,先粗加工,再热处理,然后再精磨,使滚轮更加耐用。
在生产实际中,卷边滚轮的槽形尺寸与许多参数有关,所以,在滚轮槽形的设计中,包括着许多实践经验,这是我们多年来不断研究的结晶。卷边滚轮的形状和几何尺寸都是随桶身和桶底顶材料厚度变化的参数,根据产品及生产实际情况确定。滚轮槽形尺寸的设计是钢桶制造技术中是最重要的核心技术,掌握了它,就可以大大地减少卷边质量问题的发生。
二、凸轮设计
采用凸轮装置使卷边滚轮产生径向进给运动,可以灵活地设计凸轮曲线,有效地控制径向进给运动规律。特别是在完成第二道卷封后,可增加一段整修光边过程,不仅有助于改善卷边的工艺性能,同时还可大幅度增加卷封工艺角,以提高生产能力。当然,凸轮机构也有一定的缺点:结构庞大;一般难于保证凸轮加工质量;加之润滑条件差,容易磨损。进而影响卷封精度。
如图13-17a为常用卷封凸轮曲线升降规律。图13-17b为对应图13-17a曲线规律的凸轮曲线形状图。
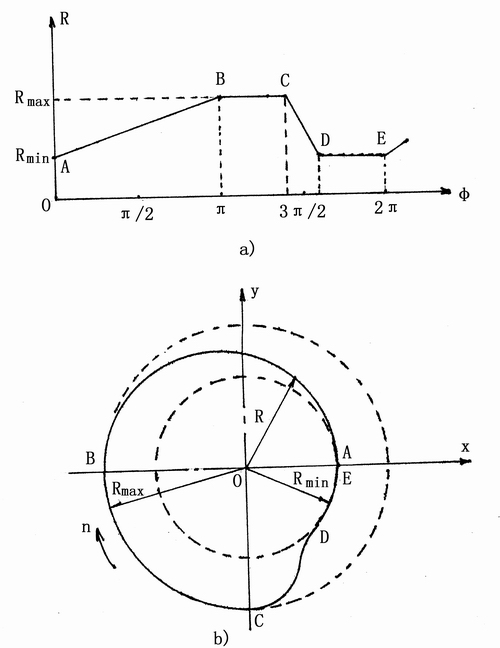
a)凸轮运动规律;b)凸轮曲线图
图13-17 凸轮设计
图中Rmax为凸轮最大半径,Rmin为凸轮最小半径,进给最大位移为L=Rmax-Rmin。图中AB段为上升曲线,凸轮转动,滚轮逐渐进给,当曲线位移到达B点时,滚轮达到最大位移,当凸轮继续转动,则曲线由B点向C点过渡。BC段是以凸轮转轴为中心,以Rmax为半径的圆弧,位移不变,这时滚轮进给位移为零,起到修整光边的作用。凸轮再由C点转向D点的过程中,凸轮半径急骤减少为Rmin,对于滚轮来说是快速退回阶段。从D点到E点,凸轮半径保持在最小值不变,此时滚轮也停留在初始位置,以利于卸桶和上桶,为工艺滞留时间。
在具体的凸轮设计中,应对图13-17a中的规律曲线加以修正,使A、B、C、D、E各点的转折处能圆滑过渡,另外,根据生产的需要和具备实际工艺要求适当选择各阶段的工艺角,使之达到最佳状态。
三、卷边密封胶的选择和使用
对于三重卷边钢桶的生产,大多数采用桶底顶预卷喷胶工艺,在卷封装配时,不再进行密封胶的喷注。但对于双重卷边钢桶的生产,或者采用三道滚轮卷封装配工艺时,就必须在卷封的同时,向卷边内喷入密封胶。
需要说明的是,在卷边时喷密封胶,效果并不好,因为湿胶在卷边缝隙里不容易干燥。有时卷边内部可形成与外界隔绝的“密闭容器”,所以内部胶液中的溶剂不能挥发出来,致使密封胶长时间得不到固化,影响密封胶的密封性能。
密封胶的选择和使用方法,请参照第十一章相关内容。
【返回目录】

