《钢桶制造技术》
杨文亮 辛巧娟 编著

第十三章 钢桶卷封装配工艺
第二节 钢桶卷封装配机
一、卷封滚轮的运动分析
为了形成二重卷边或三重卷边,作为执行构件的卷边滚轮,相对于桶身必须完成某种特定的运动。
若卷封圆形桶,卷边滚轮相对于桶身应同时完成两种运动,即周向旋转运动和径向进给运动。
若卷封异形桶(如矩形桶等),卷边滚轮相对桶身同时作三种运动,即周向旋转运动、径向进给运动和按异形桶外形轮廓作的仿形运动。
为使桶底顶与桶身的周边逐渐卷曲变形,每卷封完成一只桶,其桶顶底卷边滚轮需绕桶身旋转多圈(相对运动),而实际有效圈数(从触及桶顶底开始真正用于卷封工艺的圈数)应由单位进给量来确定,一般取头道滚轮为每圈1mm左右,二道滚轮为每圈0.5mm左右(对于小桶而言)。
二、卷封装配机的结构
目前,卷封装配机有很多种类,大略地可分为立式的与卧式的两大类。在国内,立式的卷封装配机主要采用单头、手动或半自动的简单型式,因而应用的企业不多。近年来也有进口的全自动设备采用立式机,效率也非常高。国内众多的企业所采用的大多数卧式卷封装配机。卧式卷封装配机可细分为双头双驱动卧式卷封装配机、双头单驱动卧式卷封装配机以及单头单驱动卧式卷封装配机等类型。其中,被应用较多的主要是双头单驱动的卧式卷封装配机。
两道卷边滚轮相对桶身所作的卷边运动是由卷边机构来实现的,由于实现这种运动有多种组合方式,因而出现了不同结构的卷封机构。
1.完成周向旋转运动的结构形式
(1)桶身与桶顶底被固定不动,卷边滚轮绕其旋转。目前以马口铁制作的小桶卷封装配机大都属于这种结构形式。
(2)桶身与桶顶底绕轴自转,而卷边滚轮不绕桶作周向运动,如图13-8所示为机构原理简图。该机构有立式和卧式两种,卧式多用于200升闭口钢桶的大批量定型产品的生产;立式多用于中型钢桶的小批量不定型产品的生产,机构各部位均有较大的可调节量,但生产效率较低。
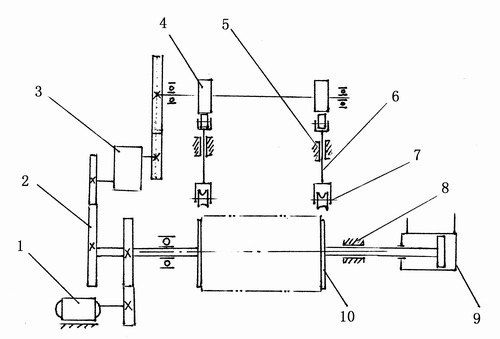
1—电动机;2—传动齿轮;3—减速器;4—凸轮;5—滑轨; 6—滚轮顶杆;7—滚轮;8—滑套;9—夹紧气缸;10—夹桶盘
图13-8 卧式卷封装配机
对于小型桶的卷封,多采用桶身和桶顶底固定不动,滚轮作周向运动的机构。其结构形式有三种:偏心套筒做原动件、行星齿轮偏心销轴用原动件、凸轮作原动件。
如图13-9所示为圆柱形小桶卷封装配机行星齿轮卷封机构示意图。桶身被夹紧在上下压头7、8之间,并由行星齿轮2带动自转,从而完成相对于卷边滚轮6的周向旋转运动。
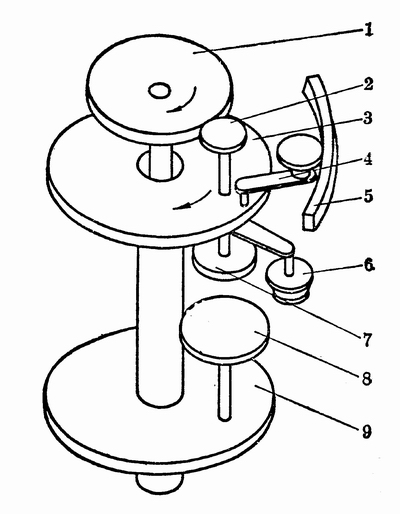
1—中心齿轮;2—行星齿轮;3—上转盘; 4—摆杆;5—固定凸轮;6—卷边滚轮; 7—上压头;8—下压头;9—下转盘
图13-9 行星齿轮卷封机构示意图
2.完成仿形运动的结构形式
(1)以桶形靠模为作用件
这种结构形式一般有四组卷封机构。行星齿轮由大转盘带动绕中心轴公转,在旋转轨道旁装一固定端面凸轮,控制从动杆作上下往复运动,从而使轴套沿滑键也作上下往复运动。通过凸轮斜块控制摆杆摆动,从而使卷边滚轮完成径向进给运动。由于中心齿轮与大转盘之间存在速差,因此卷边滚轮又能完成绕桶的周向旋转运动。
桶形靠模凸轮固定不动,其周边形状与所要卷封的异形桶(如方桶)相似或相同。当封盘绕桶身旋转时,摆杆受靠模凸轮的控制而产生摆动。由于该摆杆铰接在封盘上,又与另一摆杆铰接在一起,从而使卷边滚轮能完成确定的仿形运动。
(2)以非桶形靠模为作用件
前述桶形靠模在转弯处曲率变化较大,使得卷边滚轮在该处的惯性变化剧增,严重地影响了卷封质量,也限制了生产能力的提高。例如,卷封方形桶在从一条桶边到另一条桶边的转角处,很容易出现卷封不紧、起皱纹、轧伤等不符合质量标准的现象。因此,有的卷封装配机采用的靠模与所要卷封的桶形既不相同也不相似,而是将转角曲率设计成变化比较缓和的形状,以利提高卷封质量。该结构其它部分与采用桶形靠模为作用件的机构基本相同。
如图13-10所示为异形桶卷封装配机非桶形靠模的卷封机构示意图。该机同样有四只卷边滚轮(一、二道各一对),图中只画了一只。齿轮3、4在同轴齿轮2、1的带动下,以相同方向不同转速转动,又通过轴19、20分别带动封盘18和共轭进给凸轮5、6转动,从而使封盘上的轴9绕中心主轴旋转。由于该轴固连着进给凸轮摆杆7和齿轮13,因此,当它们也绕中心主轴公转时,则能相对封盘摆动,再通过齿轮13、14的啮合传动而使卷边滚轮16作径向进给运动。又由于不完全齿轮14铰接在与轴9活套相连的靠模凸轮摆杆12上,这样,在一对固定的共轭靠模凸轮10、11的作用下,遂强制不完全齿轮14既能自转,还能绕齿轮13摆动。结果,卷边滚轮即协调地完成了周向旋转、径向进给和仿形的复合运动。调节齿轮8是用来改变卷边滚轮安装的初始位置,松开轴9与摆杆7的连接,即可转动调节齿轮,从而达到位置调节要求。
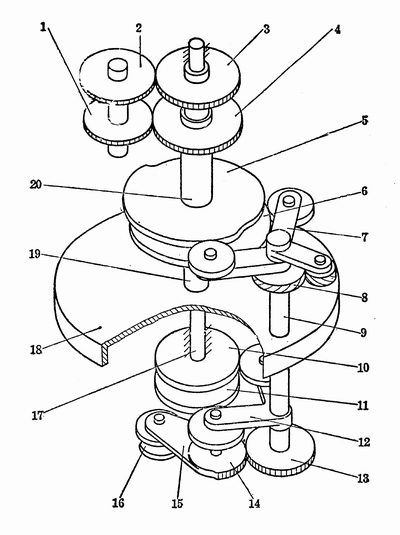
1、2、3、4—齿轮;5、6—共轭的进给凸轮; 7—进给凸轮摆杆;8—调节齿轮;9—轴; 10、11—共轭的靠模凸轮;12—靠模凸轮摆杆; 13—齿轮;14—不完全齿轮;15—卷边滚轮摆杆;16—卷边滚轮;17—固定轴;18—封盘; 19、20—轴
图13-10 非桶形靠模卷封机构示意图
三、卷封机构的受力分析
在卷封过程中,材料的变形已超出了弹性范围而出现塑性变形;材料的弯曲不是在某一个平面内,而是沿着卷边滚轮的曲线不断变化;材料除有弯曲变形外,并且还有挤压等变形。
钢桶在卷封过程中,卷边滚轮作用在钢桶卷边上的力P如图13-11所示,它不与桶体的任何一根轴线及母线相平行,而是形成一个空间力系。
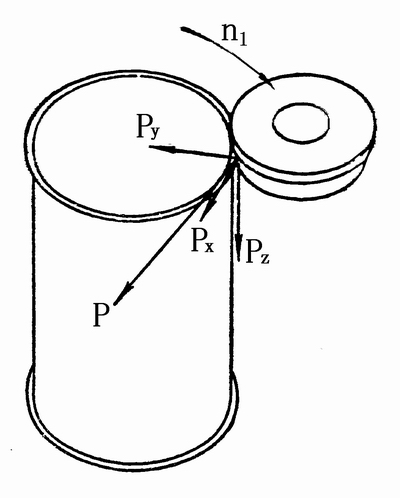
图13-11 卷封力示意图
按照力的分解,P力可分解为三个分力。即Px——沿钢桶圆为边缘的切向分力,N;Py——指向钢桶中心轴方向的径向分力,N;Pz——沿钢桶圆柱体的母线的轴向分力,N。
则
 (13-1)
(13-1)
Px的作用是使卷边滚轮绕钢桶的圆周旋转的力;Py的作用是使卷边滚轮向钢桶中心径向推进,并使钢桶桶身与桶顶底接合边缘,发生变形的主要作用力之一;Pz的力较小,它会使钢桶产生脱离钢圈的趋势。但由于它较小,且有滚轮轴上的轴承的限位作用,与两边压盘(钢圈)对钢桶的夹紧力相比,是很小的。
由于头道滚轮和二道滚轮在卷边时所受的力Px、Py、Pz的大小是不同的。根据有关方面测定的数据可以知道,二道滚轮卷边时的主要分力Py的数值要比头道滚轮卷边时的Py值几乎大一倍。这主要是由于冷作硬化的作用。在经头道滚轮作用后,钢桶材料的弹复极限提高了,而塑性却降低了。这这种情况下,再用第二道滚轮滚压,欲使材料继续发生塑性变形的力必然是要增加了。所以计算时,一般都采用第二道卷边的数值。由于Pz通常仅为Py的1/10,因此在计算时Pz值可以忽略不计。
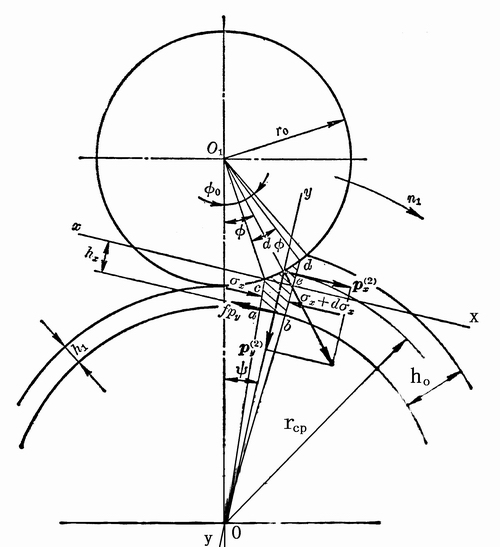
图13-12 二道滚轮卷封力分析图
如图13-12所示,是二道滚轮在卷边过程中,滚轮与钢桶的接合边缘进行卷封时的受力情况分析图。其中:ro——卷边滚轮半径;rcp——钢桶卷边时的平均半径。
为使钢桶卷边能长期密封,二道卷边要求压紧到足够紧密的程度,以致卷边结束后不再发生弹性变形。在这种情况下,卷边厚度比原来五层(或七层)板材的总厚度要少些,其差值在0.5mm(针对1.0mm七层卷边)左右,而发生这种厚度缩减的区域大约占卷边宽度的三分之二。
四、卷封装配机常见问题及解决措施
如表13-1为常用卧式卷封装配机常见问题及解决措施。
表13-1 卷封装配机常见问题及解决措施
| 常见问题 |
产生原因 |
解决措施 |
卷封滚轮突然损坏 |
1、滚轮材质不合要求 |
1、更换滚轮材料 |
2、滚轮热处理不当 |
2、正确进行热处理,硬度不能过高 |
3、桶身翻边或桶顶底尺寸超差或变形 |
3、控制桶身和桶顶底工艺尺寸 |
压盘移动离合器接合不符合节拍 |
1、接合行程调节不当 |
1、正确调整行程 |
2、摩擦片磨损 |
2、重新调整或更换摩托车擦片 |
3、摩擦片间有油污 |
3、用汽油清洗 |
4、内芯销子变形 |
4、修复或更换销子 |
卷边形状及工艺尺寸不符合要求 |
1、滚轮槽磨损或失效 |
1、修磨或更换滚轮 |
2、桶身与桶顶底工艺尺寸不符要求 |
2、剔除不合要求的桶身与顶底 |
3、滚轮调整不当 |
3、重新调整滚轮 |
4、压盘行程不当 |
4、调节行程 |
5、滚轮凸缘与钢圈之间的间隙不当 |
5、调整间隙 |
卷边破裂 |
1、滚轮破碎 |
2、更换滚轮 |
2、滚轮松动 |
2、调整滚轮螺母 |
3、滚轮轴松动 |
3、改进滚轮轴法兰螺母与滚轮轴的配合以及调节螺母与滑块活套孔的配合 |
压盘墙板定位不当 |
卷封盘墙板的定位板弹簧断裂 |
更换弹簧 |
卷边出现铁舌 |
1、滚轮槽形过小 |
1、更换滚轮 |
2、桶身与桶顶底变形 |
2、修正变形或剔除不合格品 |
【返回目录】

