《钢桶制造技术》
杨文亮 辛巧娟 编著

第十三章 钢桶卷封装配工艺
在钢桶制造过程中,钢板坯料在经过裁剪、磨边、卷圆、焊接、翻边、波纹成形、胀筋、桶底盖成形等工序之后,就需要把桶身和桶底顶盖卷封装配起来,以形成一个完整的钢桶成品。通常我们是采用机械卷边方式来完成这样的装配。卷封装配机(俗称封口机、卷边机)就是进行这一工序的专用设备。
钢桶作为一种贮存和运输各类(尤其是液体)货物的包装容器,一定要确保钢桶内装物(尤其是危险物品和高档产品)的质量和安全。因此,卷封装配机在将钢桶桶身与桶底顶卷封成形的过程中,必须保证该卷封部位成形后具有一定的强度和刚性、以及良好的防渗漏、防泄漏能力,能满足钢桶成品在灌装、贮存、运输和搬运过程中所承受的各种重压、碰撞、跌落等恶劣条件。
钢桶承受各种恶劣条件的能力是钢桶成品质量的一个重要的衡量标志。它几乎综合着除钢桶外观指标外的所有的工艺指标。而卷封工艺又是其中最为关键的一道工序。因为卷封后钢桶卷边情况的好坏,将直接影响到钢桶成品品质的优劣。同时,它又是整个制桶工艺质量的最终反映。卷封加工涉及到钢桶生产所使用的材质、钢身裁剪的精度、焊接时焊缝两头的质量、翻边、波纹、胀筋的尺寸变化和桶底顶的冲压精度等情况、以及生产钢桶所使用的胎具形状、尺寸、硬度及卷封机的状况等,都会影响到卷边的质量,甚至于在人工操纵机械的情况下,操作人员的操作水平不太熟练,稍有疏忽,也会使卷边出现质量问题。卷边的质量除各种外部因素外,其自身的卷边工艺的合理性和先进性也是十分重要的。在卷封时,如果采用不同的滚轮槽型也会形成完全不同的卷边状态。
目前,国际上对于运输各种危险物品都有着严格的规定。除了规定危险品在灌装、保存、运输方式等方面必须符合各项标准之外,对于装运危险物品的包装容器的品质更是制定了明确而严格的标准。目前,国际上通用的《国际海上危险货物运输规则》(简称海运危规)就是一项对于海上运输一般危险货物的规则。它按照所运输货物的危险程度,将装运各类货物的包装容器所必须达到的质量标准要求分为Ⅰ类、Ⅱ类、Ⅲ类标准。装运Ⅰ类危险物品就必须用具有Ⅰ类标准品质的包装容器来装运该类物品。因此,国内钢桶制造企业已广泛使用三重卷边技术替代了原先的二重卷边工艺,大大地提高了我国钢桶包装容器的品质等级,以及危险货物的出口运输,提高我国包装容器产品的形象,起到了重要而积极的作用。
第一节 卷封装配成形工艺
钢桶的卷封装配的基本原理实际上与旋转弯曲成形是一样的。如图13-1所示,为常见的卧式卷封装配机的工作原理图。先将桶底顶放于桶身上,然后用两盘夹紧,并使桶身和桶底顶随盘一起旋转,再把卷边成形滚轮靠上去,使桶底顶和桶身边缘沿滚轮槽形曲线卷曲,当滚轮完全靠上桶身后,卷边已基本形成。最后用二道修整滚轮靠上去,将卷边压紧,并消除回弹,使卷边成为所需要的形状。
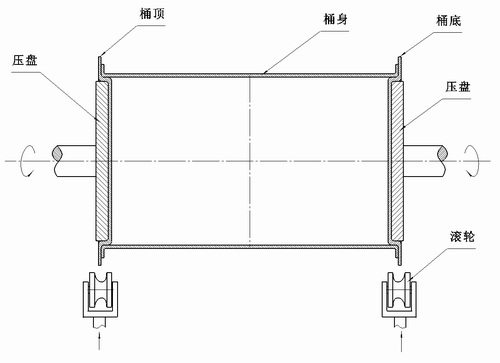
图13-1 卧式卷封装配机工作简图
一、卷边的成形过程分析
1.卷边的形成
卷封时,采用两道滚轮依次进行滚压作业,头道滚轮如图13-2所示(以二重卷边为例),在未卷边前的位置如图中实线所示,头道卷封结束后则如虚线所示。开始时,头道卷封滚轮首先靠扰并接近桶盖,接着压迫桶盖与桶身的周边逐渐卷曲并相互钩合。当沿径向进给到卷封所需值时,头道卷封滚轮便立即退出。接着二道滚轮继续沿桶底顶边缘移动,如图13-3所示,二道卷边开始位置如图(a)所示,结束位置如图(b)所示。二道卷封能使桶底和桶身的钩合部分进一步受压变形紧密封合。
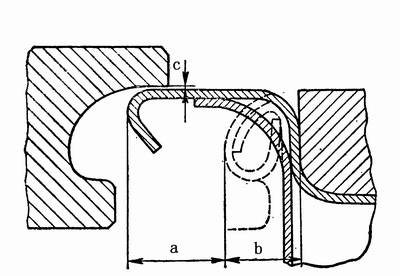
图13-2 头道滚轮卷封成形前后
由此可见,头道和二道卷封滚轮的结构形状显然一同。通常,头道卷封滚轮的槽形窄而深,而二道卷封滚轮的槽形则宽而浅,有些厂家把二道滚轮做成平滚轮,即无沟槽,效果也可以(限二重卷边)。
图13-2和图13-3中,a为头道滚轮进给距离;b为头道成形后的卷边厚度;c为滚轮调整间隙。
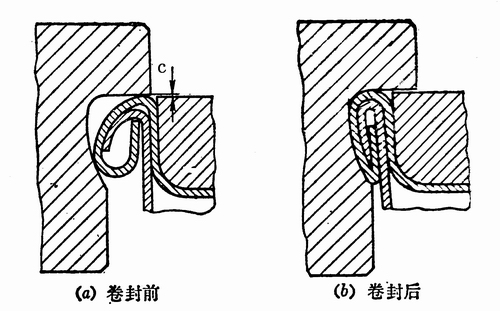
图13-3 二道滚轮卷封成形前后
2.卷边成形中的变形过程分析
钢桶卷边按其卷封层数分为二重卷边和三重卷边。在卷边过程中,钢桶的桶身和顶底盖材料在两道滚轮的连续作业下,经历了一个从开始发生弹性变形阶段到最后发生塑性变形阶段的过程。通常卷边滚轮的轮槽曲线都是由三部分组成的。为了区别,可以分别称为直线导入段A、过渡圆弧曲线段B、卷边工作段C。滚轮的轮槽曲线大致如图13-4所示。
在二重卷边中,我们都采用二个滚轮来完成整个的卷边过程。由第一道滚轮来完成卷边过程中的大部分弯曲变形,而把剩余的弯曲变形及全部的整形过程由第二道滚轮来完成。
在卷边起始初期,钢桶卷封部位即桶身和桶顶底盖接合边缘,进入头道滚轮的轮槽之中(图13-4)。在轮槽曲线的直线导入段A和部分过渡圆弧曲线段B内,材料受滚轮的滚压,开始出现变形。如果这时,将滚轮和材料脱离接触,钢桶材料还会恢复其原来的状况,即材料才开始发生弹性变形。这个由直线导入段和部分圆弧段所组成的使材料发生弹性变形的弹复变形区A段内,其大小取决于钢桶所用材料的材质和所接触的该区域内直线导入段的直线斜率以及圆弧的曲率大小。然而,在此之后,当头道轮继续下压,材料与过渡圆弧段的接触面将持续增加,过渡圆弧对材料的侧向作用力不断增大。材料在过渡圆弧曲线的滚压作用下,发生较大的弯曲变形。当材料在滚轮的滚压作用下所发生的弯曲变形,即使在滚轮和材料脱离接触,材料也不能完全恢复原来的状况时,材料就产生了塑性变形。这是由于材料在滚轮的滚压作用下,材料内部所产生的应力大小已经超过了材料的弹性极限。该应力的大小已达到足够使材料发生塑性变形的程度,为卷边工作的顺利完成做好准备。随着卷边头道滚轮的继续下压,钢桶卷边部位的板材经过过渡圆弧曲线的B段,进入了卷边工作段——C段。卷边工作段是完成钢桶卷边的关键阶段,在此段内,卷边部位按预先设计的曲线完成卷边的大部分工作。卷边工作段的圆弧曲率半径是根据板材的厚度、机械性能,和我们要求达到的卷边形状等因素决定的。例如:200升钢桶的二重卷边的头道滚轮卷边工作段曲率半径的决定是依据其钢板材料为低碳钢,板厚为1.25mm,卷边形状为二重五层的矩形卷边,而选取了曲率半径R=2.5mm。如果上述的三个因素中的一个发生变化,那么滚轮卷边工作段的曲率半径也应随之变化,从而获得所希望的弯曲程度。在卷边中,钢桶半成品经过头道滚轮的滚压作用后,一般就能获得大概的卷合形状了。
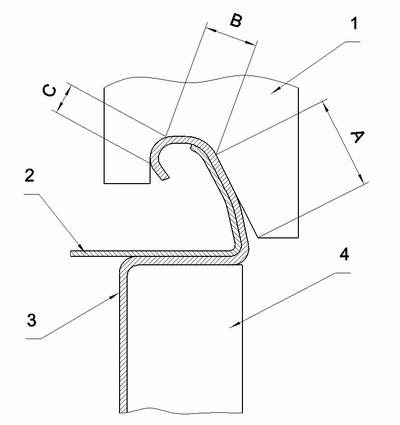
1—滚轮;2—桶身;3——桶顶底; 4—压盘(钢圈)
图13-4 卷边滚槽曲线的卷边变形
钢桶卷封工序经头道滚轮作用后,虽然获得了大致的卷封形状,但其卷边部位是松散的、不严密、不完整的。这并不能满足作为金属包装容器对卷边的要求。所以钢桶仅采用一道滚轮卷封是不够的,还必须经二道滚轮的进一步滚压,才能完成整个卷封过程。
在二道滚轮对卷边实施进一步滚压之后,钢桶卷边部位的钢材发生了更进一步的塑性变形,同时由于加工硬化的作用,最后使卷边部位成为一个紧密的,具有足够强度和钢性的、并具有防渗漏及防泄漏性能的、按我们所设定的形状的卷边。
对于三重七层卷边,由于桶身和桶顶底材料在卷边成形中需要更多的弯曲变形,卷边结合部位的尺寸较二重卷边更大,也即卷边时滚轮的进给距离更大,所以我们通常采用桶顶底先进行预卷的方法来进行预先卷边,使其边缘预先弯曲成一个曲率较大的形状。这个经预卷所产生的变形,通常不能在第一、第二道滚轮上获得。有的企业在钢桶卷封装配机上采用三道滚轮进行三重卷边,用第一道滚轮先行实现桶顶底的预卷,再经第二、第三道滚轮更进一步的卷边变形及整形后,就能得到七层卷边。如图13-5所示,是三重卷边的形成过程,显示了三重卷边的三次卷封过程。其中1是卷封前的原始状态;2、3是预卷滚轮逐渐对桶顶底中心移动时对桶顶底进行预卷的状况;4、5、6、7是表示第一道卷边滚轮逐渐向钢桶中心进给时进行卷边的状况;8是表示第二道卷边滚轮完成卷边作业时的状况。
在三重卷边中,预卷所产生的变形一般有一个范围。不能过大,也不能过小。变形过大,材料卷曲的太厉害,预卷变形形成一个近似小圆弧,留有的缺口太小,桶身翻边凸缘在卷边过程中不能良好地插入,同时由于变形所产生的冷作硬化作用过大,也不利于卷边过程中的进一步变形。当然,变形过小,材料没有弯曲到所需曲率,就不能起到预卷的作用。
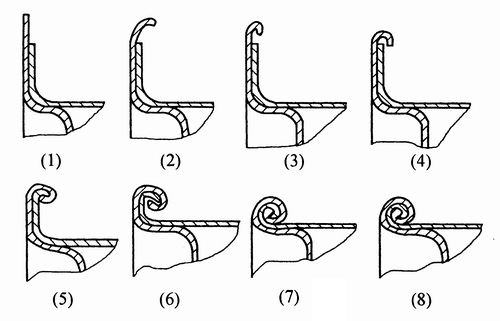
图13-5 三重卷边形成过程
三重卷边和二重卷边的形成过程,具有以下一些不同点:
(1)三重卷边在卷边成形中需经过更多的弯曲变形,以形成三重七层的圆卷边;而二重卷边所需的变形较少。
(2)三重卷边一般都需三次卷封过程;二重卷边则采用二次卷边就够了。
(3)三重卷边要形成完美的七层,对卷边部位的零件尺寸精度,以及滚轮槽型曲线形状的要求更为严格;而二重卷边的要求则相对较低。
【返回目录】

