《钢桶制造技术》
杨文亮 辛巧娟 编著

第十三章 钢桶卷封装配工艺
第一节 卷封装配成形工艺
二、卷边成形的要素
钢桶桶身翻边及桶底顶边宽尺寸,以及卷封装配机卷边部位的压盘、滚轮曲线形状尺寸是卷边成形的两大要素。
若要使钢桶的桶身及桶顶底经卷封成为我们自己所设定的形状及要求。必须确定一个合理的、可行的钢桶卷边工艺尺寸和滚轮的曲线形状,即一个合理、正确的卷边工艺。
一般来说,无论是卷边为二重卷边还是三重卷边,由于在卷边过程中,桶顶底总是走卷边部位的外圈,桶身翻边总是走卷边部位的内圈。所以桶顶底的边宽尺寸总是比桶身的翻边尺寸要大一些。钢桶卷边接合部位的组合尺寸及它们之间的差值是按照人们所设计的卷封部位成形后的形状及大小所决定的。当然,材料的厚度也是相当重要的决定因素。
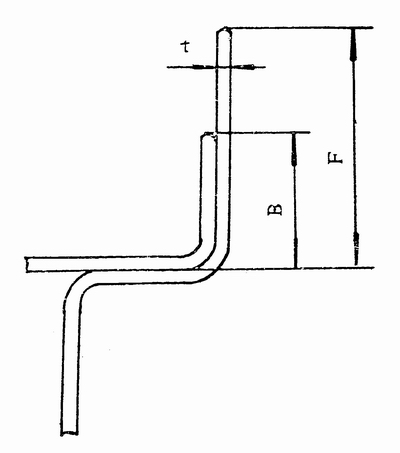
图13-6 卷边工艺尺寸的关系
钢桶卷边部位的工艺尺寸及材料厚度的关系有以下经验公式可供参考(见图13-6):
美国:桶顶底边宽尺寸:F=19t;桶身翻边宽度尺寸:B=0.44F。
国内:桶顶底边宽尺寸:F=23t;桶身翻边宽度尺寸:B=0.41F。
以上公式中,t为钢桶厚度;F为桶顶底边宽;B为桶身翻边宽度。在应用以上公式时,一定要结合卷边的形状来加以选择参考。美国的经验公式适用于双重扁圆形卷边,国内的经验公式适用于双重普通的平卷边。以上经验公式只代表某一种卷边尺寸,所以仅供参考, 要进行准确的理论计算,应按照第四章中的公式(式4-13、式4-14、式4-15、式14-16)进行计算。
由于桶顶底的边宽尺寸总是大于桶身的翻边尺寸,所以在卷封过程中,总是由桶顶底先和滚轮接触,进行卷曲。而且由于桶顶底放置在桶身的翻边外缘,因此在卷边中,滚轮主要是和桶顶底进行滚压。在此过程中,滚轮的槽型曲线形状先决定了桶顶底的卷曲形状。而桶身则是在这个过程中,不断地沿着桶顶底正在进行着卷曲的内缘进行卷曲成形的。但这并不是说,桶身是在所有的桶顶底的卷曲都已经完成之后才进行卷曲成形的。因为在整个卷边过程中,桶顶底和桶身的卷曲几乎是同时在瞬间完成的。只是由于它们各自的尺寸和放置的位置不同,以及使用它们变形的对象不同,才造成了它们变形的先后快慢的一同。
目前,由于各企业技术人员对卷边的着眼点和理解不同,卷边成形后的形状也呈多种多样。如二重五层卷边,有平直型(矩形)、圆涡型、扁圆形等。三重七层卷边,有三角型、半圆型、圆涡型、梯型等,如图13-7所示。各种形状的卷边形状其实并无明显的优劣之分。因为,从卷边形状上来看,第一道卷边滚轮的目的是要达到卷成三重七层卷边的实质,所以,理想的第一道滚轮形状应该是一致的。而影响最终卷边形状的是第二道滚轮,它主要的目的是压实卷边部位,并把卷边压成所需要的形状。所以,卷边形状的不同,并不能说明卷边的实质有什么不同,只是各人的爱好不同而已。
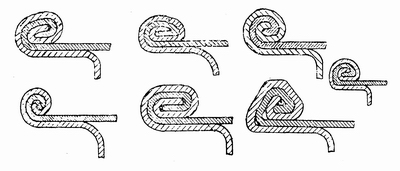
图13-7 三重卷边形状
滚轮槽形虽然取决于卷封部位的形状、大小和钢材的规格,但还要考虑到在卷曲时材料引导的便利。因此时,由于三重卷边要比双重卷边经历更多的弯曲变形,因此要达到七层的程度,滚轮槽形必须使桶身在桶顶底的边缘弯曲变形后能顺利地卷曲。同样,由于桶身卷曲是在桶顶底的内缘进行,所以滚轮槽形的圆弧变化要给桶身的翻边卷曲变形留有余地。
钢桶卷边工艺尺寸的确定奠定了卷边能否完成以及卷边多少层数的基础;而卷边滚轮槽形则是卷边能否顺利进行达到预计的卷封形状及程度的保证。
因此,在决定卷边的两大要素时,必须充分地考虑到它们之间的联系及不同点。
三、工艺尺寸与卷封质量的关系
随着市场经济的发展,消费者对钢桶质量的要求越来越高。为了降低成本,钢桶薄型化的趋势也已越来越明显,近来很多企业反映用户要求200升钢桶采用厚度0.6~0.8mm的钢板制造的越来越多,于是出现了很多矛盾。由于工艺尺寸没有得到及时的变更,致使卷边质量难以保证。更有很多企业的技术人员,对于材料变薄后工艺尺寸的不协调没有充分认识,错误地认为只要改变卷封辊轮槽型尺寸就可解决,致使枉费人力物力,其结果不能令人满意。
1.卷封过程与材料的关系
卷封过程究竟能卷多少层?有人认为越多越多,这话没错。卷边层数越多,强度越高,密封效果越好。然而是不是能够实现十层、二十层的卷封呢?这里我们且不说存在一个质量成本问题,实际上,这是不能够实现的。既使辊轮槽型设计地再好,也是不能实现的,为什么呢?
(1)钢桶原材料的限制
我们制作钢桶,要求材料含碳量要低,塑性要好。因为这样加工性能是很好的,焊接、冲压、胀形都容易保证质量。但是卷边就不一样了,因为卷边辊槽的大小不可能随着卷边过程变化,卷边力要通过外围的材料逐渐传递到卷边中心去,才能把中心卷成。而材料的塑性越好,力的传递就越困难。我们可以想象,如果钢桶的材料采用弹簧钢,像钟表的法条一样的材料,不要说卷十层,恐怕就是二十层也很容易,因为它弹性和刚性好,通过外围的卷封力很容易传到中心。但这是不可能的,就是因为这种材料弹性好,所以在卷封结束后,卷封力消失的情况下,很容易又反弹回原来的状态,也就是说恢复到卷封开始的样子。这样显然不是我们需要的。所以,我们不可能选用高弹性的材料。就目前全世界用来制作钢桶的材料来看,我国的材料刚性最大,所以质量也较难保证。而且卷边层数没有超过七层的。据国外有关专家的研究,钢桶卷边层数不会超过七层,显然卷封力传送不到那么远。
(2)钢桶卷封工艺的限制
就目前世界上最先进的卷封工艺也都大同小异,无外乎卷边滚轮槽型的变化和卷封速度的不同。这种工艺方法是大批量生产最经济的方法,也是质量成本最低的方法。如果不计较这些,可能会有更好的方法能使卷封力传得更远,使卷边达到七层以上。但对于钢桶这个产品来说,能做到好的七层卷边就已经足够了,如果目前卷封质量不好,那就要找找其它方面的问题了。
2.工艺尺寸与卷边层数的关系
我们都知道,要卷七层,就要有卷够七层的材料。也就是说桶底盖的边宽和桶身的翻边尺寸要足够。因为在材料厚度已确定的情况下,工艺尺寸不足,卷边滚轮槽型再好也不可能卷到七层。那么是不是这就是说工艺尺寸越大越好?也不是。试想,卷边只能卷到七层,你要多余的材料到那里去呢?要么加大卷边尺寸,结果卷边可能达到七层,但内部空隙大;要么多余的材料挤出辊轮,造成铁舌。总之,卷边质量是保证不了的。所以,卷边的工艺尺寸一定要确定好,不要多也不要少,这样才是最好的。
3.钢桶大小与卷边工艺尺寸的关系
理论和实践的共同真理是:钢桶大小与卷边工艺尺寸没有关系!但是有不少企业的朋友认为,钢桶越大(指直径)越大,钢桶的桶底盖边宽和翻边就要越大,这是错误的,这就是为什么钢桶薄型化后卷边质量不好的主要原因!如果材料厚度变化了,要得到最佳的卷封效果,就要改变工艺尺寸。因为合理的卷边工艺尺寸只与材料的厚度有关!
4.考虑多重因素,确定卷边方法
目前各企业纷纷开始了钢桶薄型化的行动,材料薄了之后,要卷成七层,显然原先的工艺尺寸大了,要得到好的卷封质量,不改变工艺尺寸是达不到的。如果说用1.0mm材料的工艺尺寸制造0.8mm的钢桶,这种问题还不太明显,虽然质量不是很好,总也能过得去。但是有的企业用原先1.25mm的工艺尺寸去制造0.6mm的钢桶,矛盾就非常明显了,不解决是不行了。
一般来说,制桶企业不愿意改变卷边的工艺尺寸,因为要改变工艺尺寸,就意味着重开一套桶底盖模具,翻边尺寸倒是容易解决,可一套模具的费用是可观的,如果批量不大的话,是谁也不愿意去做。
就目前国内的实际情况来看,解决办法只有一个,就是把原先的圆弧卷边改成平卷边。因为材料薄了,相对桶底盖工艺尺寸大了,卷边内肯定有不少的空隙,质量难以保证。为了得到卷得实的卷边,又不想改模具,将卷边压平是最好的办法。国内生产0.6~0.8mm的200升钢桶的厂家,大多都改成了平卷边,包括薄壁的锥形桶在内都是这样。当然这只是权宜之计,如果薄壁桶的产量足够大时,开一套桶底盖模具应该是最好的选择。
【返回目录】

