《钢桶制造技术》
杨文亮 辛巧娟 编著

第十二章 钢桶封闭器制造工艺
第四节 钢桶封闭器装配工艺
一般来说,封闭器是安装在桶顶上的,封闭器的结构型式,决定了它的装配方式。最典型封闭器装配方法是模具压合结构。
一、旋塞型封闭器螺圈压合装配工艺
旋螺型封闭器的螺圈是与桶顶压合锁装的。先在桶顶上冲孔、压形、翻边,然后把螺圈放于桶顶孔中,在压力机上进行压合。
这种压合方法是一种卷缘工艺,就是将拉深件边缘卷成一定形状的一种冲压方法。如图12-29所示,是当压合模具逐渐下压时,螺圈垂直边缘逐渐卷成圆弧形的过程,当圆弧形包住桶盖的翻边直壁时,就完成了桶盖与螺圈的锁装(压合)。
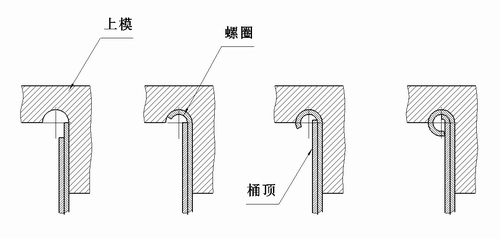
图12-29 螺圈压合过程
压合模比较简单,上模即凸模的头部具有逐渐导入的楔形体。该楔形体与圆弧光滑过渡,没有下模,仅需在压力机工作台上安装一个定位即可。
压合模的间隙即制件与凸模之间空隙,一般与拉深模相仿,其表面粗糙度比拉深要求高,制造精度与拉深相同。
如图12-30所示,是桶顶上冲压成形的螺圈座,其在桶顶上的位置要求:螺圈座中心离桶顶中心尺寸为205±2mm。要求八方凸台平整,光洁,翻边口及其它部位均不允许有破裂、伤痕等情况。
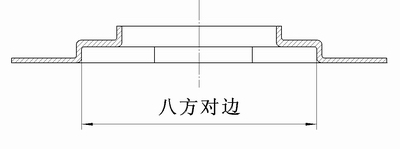
图12-30 桶顶螺圈座
如图12-31所示,为螺圈与桶顶压合形状。压合时,先将套好衬圈的螺圈放入螺圈压合模定位芯轴上,再把桶顶螺圈座对准位置与螺圈,然后由模具下压完成压合。工艺要求压合处表面光洁、牢固、端正、严实、不许漏气,螺圈下端面不许高于桶顶内表面。
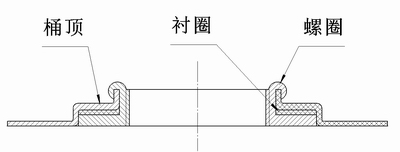
图12-31 螺圈压合装配图
二、螺圈压合装配工序常见缺陷与改善措施
螺圈压合常见缺陷、产生原因以及改善措施见表12-14所示。
表13-14 螺圈压合常见缺陷与改善措施
| 工序 |
常见缺陷 |
产生原因 |
改善措施 |
螺圈座成形 |
翻边裂口 |
翻边凸模不光滑或圆角过小 |
修磨凸模,使凸模圆角光滑过渡或适当增大凸模圆角 |
翻边尺寸高度超高 |
冲孔凸模高 |
修磨凸模,使凸模达到正确的高度尺寸 |
翻边尺寸高度不够 |
冲孔凸模低 |
加上垫片,使凸模达到正确的高度尺寸 |
螺圈座压合 |
形状及尺寸不对 |
压合模槽形曲线形状及尺寸不对 |
修磨压合模曲线形状及尺寸,使之达到正确的形状尺寸 |
压合件尺寸超高 |
螺圈高度尺寸超高;或压合模下压量不够 |
严格检查螺圈的尺寸,剔出不合格品;或调整上模下压量。 |
压合件尺寸高度不够 |
螺圈高度尺寸不够;或压合模下压量太大 |
严格检查螺圈尺寸,剔出不合格品;或调整上模下压量 |
三、“S”型螺圈装配结构
如图12-31为国家标准螺圈装配结构,在钢桶实用中,常常因摔碰等原因,致使桶顶变形,变形后的桶顶,其螺圈压合部分经常被损坏,造成桶顶压合处泄漏。
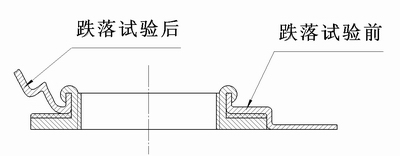
图12-32 跌落试验前后桶口螺圈变形情况
如图12-32所示,我们在钢桶跌落试验中,常会出现桶顶变形后螺圈压合部位结构被破坏的情况,在这种情况下,原先的密封结构也改变了,使这里不再密封,这是传统螺圈装配结构中最为薄弱的环节。
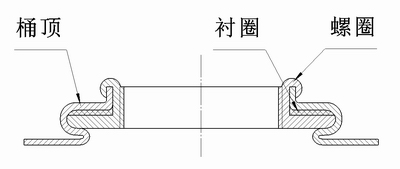
图12-33 螺圈“S”型压合装配结构
为了解决这个问题,首先由印度TECHNOCRAFT公司提出了“S”型螺圈锁装结构,经过试验和实际应用,这种螺圈锁装结构安全可靠,密封性好。“S”型装配结构在各种摔碰试验中,都不会丧失密封性能。如图12-33所示。
【返回目录】

