《钢桶制造技术》
杨文亮 辛巧娟 编著

第十一章 桶底顶成形工艺
第五节 桶底顶预卷边工艺
近年来,制桶行业发展很快,各厂家生产的五层矩形卷边桶已不能满足用户对质量的要求,出口包装需要强度更高、密封性更好的钢桶。在国外先进技术及工艺的影响下,七层圆弧形卷边(三重卷边)桶在我国得到了全面应用。
根据国内大多数厂家的成功经验,要生产三重卷边桶,桶底顶预卷边是较为重要的一道工序。经过预卷边的桶底顶在与桶身装配时很容易形成七层卷边,所以这道生产工艺为大多数生产厂家所接受。这也是国外三重卷边桶的工艺先进性所在。
图11-14为200升闭口钢桶桶底顶预卷后的形状及尺寸。在预卷的同时,往卷起的小圆弧里填入密封胶,放置24小时后形成一条大的密封圈。卷封装配时该密封圈被卷入七层圆弧卷边中心,起到了极好的密封效果。
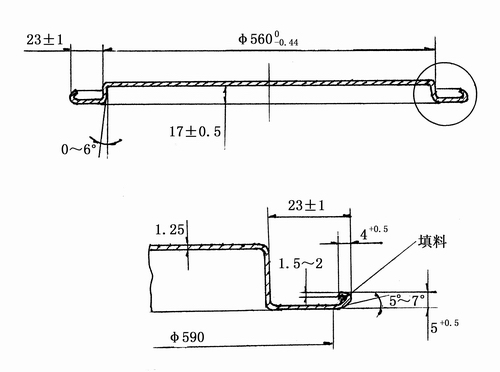
图11-14 200升闭口钢桶桶底顶预卷图形
一、预卷机的工作原理
图11-15为桶底顶预卷机外形图。该机能在预卷的同时进行喷胶。预卷机的工作原理如下:

图11-15 桶底顶预卷机外形图
下盘由电机经减速轮系统减速后带动运转,工作开始时,先将桶底顶从侧面放入上下盘之间,上盘由气缸驱动下压,把桶底(顶)紧紧夹于上下盘之间并随下盘转动,然后右边预卷滚轮由凸轮驱动经滑轨导向往左移动,移向桶底顶边缘,使桶底顶边缘沿着预卷滚轮向上卷起;在此同时,喷枪喷出一股密封胶液于桶边上,在离心力作用下向已卷起的圆弧内移动,形成一完整均匀的胶圈,然后,凸轮转入低谷,滚轮退出,接着上盘气缸动作,使上盘上移离开桶底顶。桶底顶失去夹紧力,在转动惯性的驱动下甩出预卷机。接着又重复以上的过程。图11-16为预卷过程简图。驱动滚轮移动的凸轮的转动是由电机经减速器获得的。在凸轮旁安装着行程开关,用来实现气缸及喷胶的自动控制。
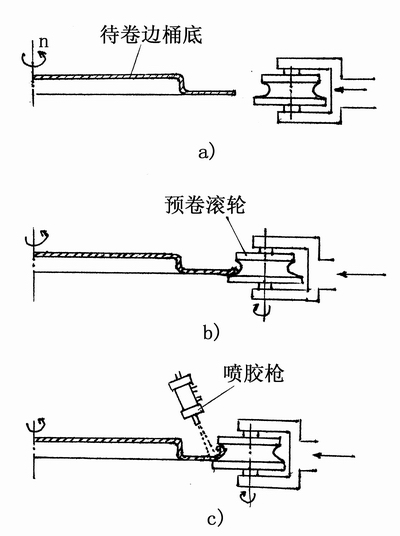
图11-16 桶底顶预卷过程
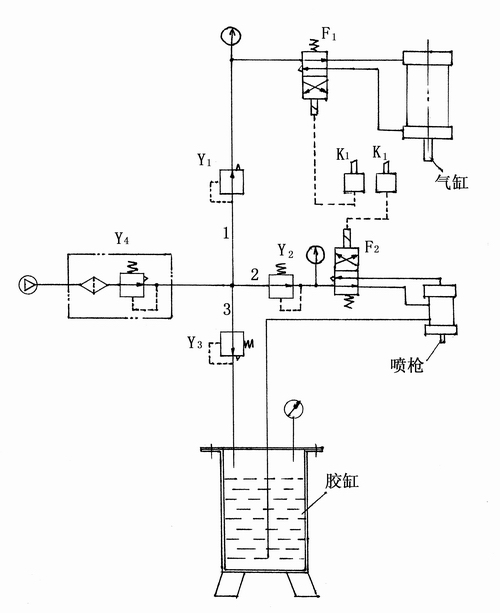
图11-17 预卷机预卷喷胶气动控制简图
如图11-17为预卷机自动控制气动原理图。其控制过程如下:
由空压机引出的压缩空气经过滤调压阀Y4过滤并调到稳定的压力下送给系统。气路1由调压阀Y1调至给定压力经电磁阀F1进入上盘动作气缸;气路2由调压阀Y2调压后经电磁阀F2进入喷枪,控制喷枪喷停动作;气路3由调压阀Y3调压后进入胶缸,使胶液获得一定的压力并由喷枪喷出。
电磁阀F1由行程开关K1控制;电磁阀F2由行程开关K2控制,K1和K2均安装于凸轮轴上,由滚轮的进给动作给以控制。调节Y1使气缸的压紧力足够;调节Y3使喷胶速度足够且不至于飞溅严重。
喷枪的结构如图11-18所示。压力胶液由C口进入胶腔,当压缩空气由A口进入时,阀芯被推动向右移动,顶尖堵住喷胶口D,胶液停止喷出;当电磁阀F2(如图11-17)换向,压缩空气由B口进入,则阀芯向左移动,D口打开,压力胶由喷嘴喷出。
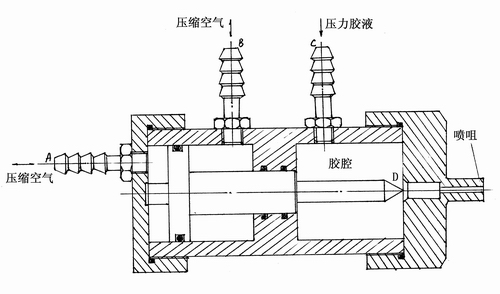
图11-18 喷胶枪结构简图
在实际生产中,特别要引起注意的是喷胶系统,因为密封胶一般采用的是氨水胶,较易干结,所以,向胶缸中加胶时应把缸内的余胶倒出,把胶缸用清水洗干净,然后盛上清水,开机动作,以清水把整个喷胶系统冲洗干净,再倒出水,把新胶和余胶同时用50目铜丝网过滤后加入胶缸进行使用。
为防胶液干结,堵塞胶路,每天上下班都要进行清洗。待用的胶液应进行检验,是否符合生产工艺要求。一般要求胶液外观呈灰白色或带微粉红色粘性液体,不得有杂质或凝结块,使用时PH值调至6~8,粘度调至3500~3700厘泊,胶比重0.95~1.0,稀释可用清水或蒸馏水。
二、桶底顶预卷工艺要求
预卷后的桶底顶零件应有光滑均匀的周边圆弧,无拉伤,卷偏等现象;圆弧内乳胶应均匀,并填满弧内,干后形成一均匀环形密封胶,不得有断胶现象;桶底顶表面应干净无胶点;各部分尺寸应符合零件所要求的尺寸。
三、预卷喷胶常见缺陷及解决措施
1.喷溅
如果喷枪喷溅严重,则可能是喷枪角度不当或压力太大,应调节喷枪角度或调节调压阀Y3,使之达到合适。
2.桶底顶不动或转速不够
如果在预卷过程中,桶底顶静止不动或转速减慢,即桶底顶在下盘上打滑,这是上下盘夹紧力不足的原因,应调节调压阀Y1使之压力足够。
3.预卷圆弧尺寸或形状不合要求
当发现卷边形状和尺寸不合要求时,可能是滚轮槽形磨损变形所致,也可能是滚轮进给或位置调节不合适。重新更换滚轮或把滚轮位置调节合适即可。
这种情况大多数是与预卷机滚轮的成形槽形有关,预卷机滚轮应根据产品要求进行设计,并在实践中加以修正,材料可用T10钢,成形圆弧部分应光滑均匀,加工成的辊轮要先进行热处理,才能长期使用。
四、钢桶对密封胶的要求
钢桶卷封用密封填料,俗称密封胶,当钢桶底顶与桶身卷封时,填入卷边缝隙中起密封作用。由于钢桶卷封后,卷边部位有一定的刚性回弹,回弹使原本卷紧的卷边出现了缝隙。所以,用密封填料填充卷边缝隙,能有效地提高钢桶的抗渗漏能力。
钢桶生产及使用对密封填料有以下几项要求:
1.相容性。由于钢桶的用途很广,盛装的货物各种各样,所以要求密封填料对各种内盛物有一定的相容性。如果某种内盛物与密封填料不相容,则可能产生化学反应、浸蚀,从而破坏了填料的密封性能,使内盛物变质或改性。
2.高温稳定性。由于目前大多数制桶厂家的钢桶涂装工艺均采用烘干炉干燥,炉内温度有的高达200℃左右,钢桶表面温度更高,在此温度下密封填料变稀流淌或焦糊变质,均会影响其密封性能。
3.较高的固份含量。由于它是密封填料,不同于单纯的粘接胶,如果固份含量低,则干燥后体积减小,使缝隙不能有效地填满,从而影响其密封性。
4.较好的粘接性能。大多数制桶厂的生产工艺都有桶底、顶预卷喷胶工序。如果胶与桶底顶预卷边的粘接力不强,则在卷边刚开始时,桶底顶与桶身翻边产生相对滑动,把预卷喷上的胶蹭掉,有时掉在外边,有时掉入桶内。不仅影响了密封性能,而且掉入桶内的胶块也影响了钢桶的内部清洁。
5.较好的弹性。在钢桶卷边过程中,由于机械力的作用,使卷边包得很紧,缝隙为最小状况。但当卷封完毕后,卷边的刚性回弹等原因使卷边稍微放松一些,缝隙也相对大一些。如果密封填料没有较好的弹性,则不能适应这种变化。另外,从技术方面讲,密封填料在卷边内应有一定的弹性压缩,它本身的弹性弹力能使密封性能更佳。
6.较好的施工性能。所谓施工性能,就是说能便于喷胶、涂胶、干燥等工艺的实施,粘度要合乎要求,不可有明显的胶粒、结块、过稀或沉淀现象。另外,由于全国各地气候条件不一致,要求它有一定的耐候性,不能因冷而结块变质,也不能因热而失效。
有几个问题必须引起重视:
①用于食品包装桶中时,密封胶应无毒无害,且不与食品反应。对于其它用途的钢桶,密封胶有无毒都不重要;
②水基胶的生锈问题可在施工方法上采取一些改进,如防止喷溅和及时烘干等;
③密封胶的耐溶剂性能都不是绝对的,只要对所盛物具有相对稳定性就应该是合适的。国外把密封胶分作多类,不同的用途采用不同的密封胶。
五、钢桶密封胶的选择和性能测试
1.密封胶的选择
近几年来,随着我国制桶工业的不断发展,也随之出现了一系列用于钢桶的密封胶。种类较多,一般常用的有白乳胶、聚醋酸乙烯乳液、耐油型钢桶密封胶、通用型钢桶密封胶等。
不论采用那种密封胶,其性能及特点应满足下列要求:
(1)无毒,无臭,不霉不腐,不加溶剂,不污染环境;
(2)耐温幅度宽(-30℃~200℃),物理机械性能及耐化学性能良好,使用范围广泛,成膜性好,有较好的粘附性和弹性,密封效果好;
(3)无滤渣,无沉淀,易清理,利于文明生产;
(4)价格低廉,工艺简单,使用方便,适合制桶工艺要求;
(5)外观:稀稠均匀,无结块,无杂质,不起皮;
(6)粘度:3000~5000厘泊(旋转式80℃);
(7)pH值:6~8;
(8)抗拉强度及断裂伸长率:
(a)抗拉强度(纵):不小于138kgf/cm2;
(b)断裂伸长率(纵):不小于530%。
(9)应适应涂刷和喷涂等方法施工。
2.密封胶的使用
密封胶的使用,通常可按下列几个步骤进行,即预处理→涂胶→干燥。
(1)预处理
如果金属表面有油污、锈蚀、水或灰尘等,应去除干净,以便使密封胶能浸润其整个表面,充分填充表面凹陷处,并和接合面牢固结合。否则密封性能就会下降。
如果密封胶为了喷涂方便等原因需要调整粘度,重新调配,则密封胶的配制也必须事先完成。
(2)密封胶在金属接合面上的分布不是凭借扩散作用,而必须借助外力来涂布。涂胶的方法可根据情况进行选择,可用刷子手工涂胶,也可用喷枪进行自动喷涂,喷枪涂胶,快而均匀,适合流水作业。在一般情况下,涂胶厚度为0.12~1.20mm。如果有条环状涂胶,厚度可达0.50~0.70mm。厚度太厚,不仅干燥时间长,而且多涂部分在卷边时会被挤出来,不但浪费,还会污染设备,缩短滚轮寿命,甚至影响卷边质量。
(3)干燥
密封胶一般含有溶剂。有时为了施工方便,还要事先稀释调配,所以涂胶后必须进行干燥。一般要求干燥到一粘手或溶剂基本挥发后,再进行卷封。干燥时间与所用的密封胶种类、溶剂以及涂胶厚度、周围环境温度与湿度,是敞开的还是封闭的等条件有关。
密封胶必须在卷边后才能发挥其密封作用。卷边时还必须对卷层内的缝隙加以控制,通常层与层之间不应有间隙,中心空隙一般不大于钢板的厚度。缝隙超差,密封胶的密封作用就会下降,甚至完全失效。
此外,有些密封胶对某些金属敏感,在喷涂时,会造成管道、喷嘴及筛网等堵塞,因此这些部件须采用不锈钢制作。在生产过程中若发生故障暂停喷涂,需要喷嘴上涂以黄油,以防止溶剂浑发而造成密封胶凝固,堵塞通道。
密封胶有一定的储存期,若保管不善或存放时间过长,就会变质,失去效用。因而,在使用前,必须检查密封胶的出厂日期,贮存期限以及使用说明。
3.密封胶的性能测试
(1)物理化学性能测试
主要包括密封胶的形态、比重、粘度、不挥发分(指密封胶中溶剂挥发后固状物的含量)、干燥时间、贮存期等。
(2)密封胶性能测试
主要包括密封胶的耐高温、耐低温、耐压以及耐各种介质性能的测试。这些测试结果是选择密封胶的主要依据。
(3)应用试验
由于密封胶的实用性能与施工操作、制桶工艺、卷层间隙等有密切关系。所以选用时,必须预先进行模拟试验或实际应用试验。
密封胶通常需进行测试的常规项目有:①比重;②粘度;③不挥发分;④流动性;⑤热分解温度;⑥耐介质性;⑦耐压性。
【返回目录】

