《钢桶制造技术》
杨文亮 辛巧娟 编著

第十一章 桶底顶成形工艺
第四节 桶底顶成形常见缺陷及其原因分析
桶底顶成形工序,是采用冲压模具在压力机上进行生产的,生产中常见的缺陷与原材料、工艺设计、冲压模具及压力机有着密切的关系。主要缺陷有变形区的起皱、传力区的破裂和形状尺寸精度超差,以及表面划伤等。
一、皱纹
在拉深过程中,假如毛坯的相对厚度较小,则拉深毛坯变形区,即毛坯的凸缘部分,在切向压力的作用下,很可能因为失稳而发生起皱现象。由于凸缘外边压应力最大,故起皱也在最外缘出现。严重的皱纹,虽则能免强使用,但也会在制件表面留下痕迹,降低拉深件的表面质量。在拉深过程中起皱的原因有如下几个方面:
1.毛坯的相对厚度越小,拉深变形区抗失稳能力越差,也越容易起皱。
2.拉深系数越小,拉深变形程度越大,则变形区内材料的硬化程度增高,故切向压应力增大。另外,变形区的宽度越大,其抗失稳能力越小,所以拉深系数越小,越容易起皱。
3.板料的σs低时,变形区内切向应力较小,不易起皱。当板厚方向性系数大于1时,起皱的方向性降低。
4.压料力过小,无法控制板厚方向的失稳而起皱。
5.压料圈或凹模表面磨损严重,造成各处压料力不均,材料流动阻力大小不等而引起进料不均而起皱。
6.涂润滑油过多,局部进料过多,造成皱纹。
7.由于托料杆长短不一,或压料弹簧布置不均,造成各部分压料力不均而易引起起皱。
8.拉深间隙过大,进料过多,易形成皱纹。
在日常生产中,对拉深件起皱的解决措施有:
1.加大压料力;
2.选取适当的凹模圆角半径,可以减小多余的材料流入凹模腔内。对消除皱纹有利。
3.保证压料面各部分压料力均匀,从而便于材料的流向,以减少起皱的可能。
4.选择厚度均匀的材料。材料厚度同板差越小,材料相对厚度越大,则越不易起皱。
5.改用拉深性能好的材料。
二、裂纹和断裂
桶底顶盖拉深件的破裂是由于拉深的变形力超过了材料的抗拉强度极限,产生破裂的因素有:
1.拉深系数。拉深系数越小,变形程度越大。当拉深力超过零件直壁的承载能力时引起破裂。
2.材料厚度。当材料厚度超差时,由于模具间隙一定,超厚的材料,会加大拉深力,易引起破裂;超薄的材料,易起皱,引起进料困难,同样引起破裂。
3.材料的拉深性能及其表面质量。材料的拉深性能差及表面有划痕、缩孔、夹层、锈蚀、过酸洗等缺陷,在拉深过程中会在该部位产生应力集中,造成开裂。
4.冲模调整不当。压料力过大,过小或不均都会造成进料困难,引起开裂。
5.凹模或压料面局部磨损严重,圆角处形成棱角,造成进料困难,引起开裂。
6.冲模间隙过小,造成进料困难,引起开裂。
7.涂润滑剂不及时,涂油不均或润滑剂选择不当,都会影响材料流动,造成开裂。
8.压力机下滑块端面与工作台的平行度超差,在拉深时各部分的压料力不均匀,引起起皱和开裂。
解决的措施通常采用:
1.选择冲压性能好的材料,如屈服强度小、延伸率大的材料均有利于提高拉深性能,避免开裂。
2.提高模具、设备的技术状态。
3.适当的调整压料力和间隙,正确地操作和合理的润滑等。
三、形状尺寸精度超差
当模具间隙值发生变化时,对桶件的直径、高度和侧壁厚度均有不同程度的影响,现分述如下:
1.对桶件直径的影响
当模具间隙较大时,桶件的回弹比较明显,桶件的口部直径要比凹模工作部分的实际尺寸略有增大,其值随着模具间隙的增加而略有增大。在桶件口部和侧壁之间上口部分的尺寸要比凹模部分的实际尺寸有所减小,出现了突然向里的凹坑,当模具间隙值增加时,桶件上口部分的直径相对于凹模工作部分直径之差也逐渐增加。
2.对桶件高度的影响
由于拉伸应力和拉伸应变的作用,在桶件底部圆角的两侧,出现两个细颈区。如图11-13,接近桶件底部的细颈Ⅱ区的变薄程度(Δt2/t),模具间隙变化的影响不甚明显;靠近桶件侧壁的细颈Ⅰ区,其厚度的相对变化值随模具间隙的增加而有所减小。
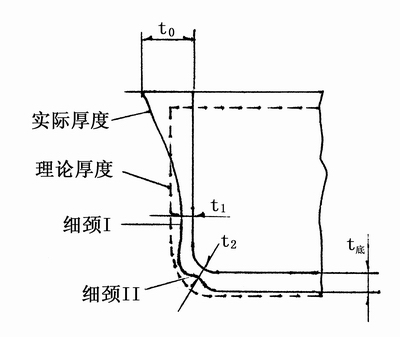
图11-13 拉深件壁部厚度的变化示意图
由于切向应力的作用,桶件口部变厚。有时相对厚度增加到30%,侧壁的上部变厚,下部变薄。
从上面分析后,我们认为对尺寸精度要求不高的拉深件来说,适当地加大模具间隙对避免细颈Ⅰ区的过渡变薄,以稳定拉深过程是有好处的。
四、拉深件表面擦伤
引起拉深件表面擦伤的原因主要是制作凹模的材料、凹模表面光洁度及表面磨损严重、拉深间隙过小、毛坯表面有砂孔和氧化皮等引起材料在流动时被擦伤表面。
【返回目录】

