《钢桶制造技术》
杨文亮 辛巧娟 编著

第十章 桶身胀形工艺
第二节 桶身胀形方法及工艺要求
一、桶身胀形工艺方法
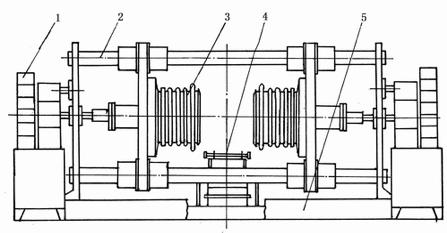
桶身的胀形方法较多,随着桶身形状的不同而各有差异,但原理都如上一节所讲的一样,如图10-4所示为一般圆柱形桶身环筋胀形机工作部分示意图。
如图10-4所示,其胀形方法与图10-2相同,由锥块9的移动推动胀块5,使其向外张开。该机的动力是由液压缸或凸轮机构加在芯杆1左端的,工作时,先将桶身套进桶身定位套4,靠紧机架定位板3。然后启动动作开关,使芯杆向右运动,芯杆上右边锥块9向外推动右滑块8,滑块沿径向滑轨6向外移动,并顶出右胀块5,分瓣胀块向外张开使桶身右边环筋成形。接着动作阀换向,芯杆向左移动;右胀块5在复位弹簧7的作用下向内收缩回到原位,芯杆越过中间位置(即图示位置),继续向左运动,使左锥块推动左滑块使左胀块向外胀开并使左环筋成形,最后动作阀再换向,芯杆回到中间位置,将胀形好的桶身卸下。
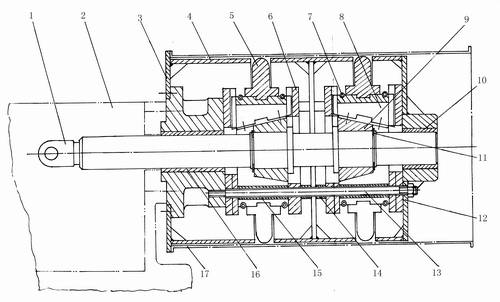
1—芯杆;2—机座;3—机架定位板;4—桶身定位套;5—胀块;6—滑轨; 7—复位弹簧;8—滑块;9—锥块;10—轴套;11—肩挡圈;12—机架; 13—拉杆;14—套筒;15—套筒;16—铜套;17—桶身(待加工件)
图10-4圆柱形桶身环筋胀形机结构示意图
如图10-5所示,为胀形机液压传动简化原理图。由图中可以看出,当电磁铁DT1动作时,阀芯向右移动,液压缸活塞也向右移动,带动芯杆向右移动;当DT1断电而DT2带电动作时阀芯向左换向,则阀芯越过中位移向左位,于是活塞又向左移动,迁动芯杆也向左移动,当两电磁铁都不带电时,阀芯处于中位,液压油低压回油箱。这正好就是胀形机所需要的工作过程。
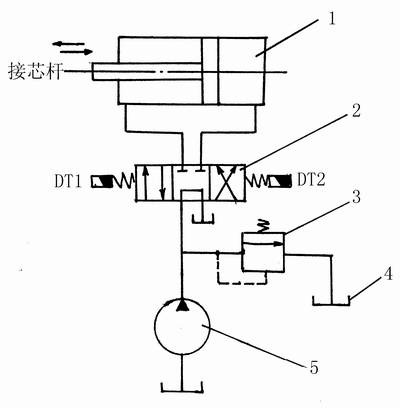
1—液压缸;2—三位四通电磁换向阀(M型) ;3—溢流阀;4—油箱;5—油泵
图10-5 胀形机液压传动简化系统图
如图10-6所示为矩形方桶胀形原理示意图。在未胀形前桶身为圆筒形,胀形后桶身变成了矩形。参看图10-7为矩形桶身胀形机原理简图。胀形机主要由胀块、楔块、油缸及液压系统组成。当换向阀不带电(即图示位置)时,楔块处于下位;当换向阀电磁铁带电时换向阀换向。油缸活塞上行,楔块迫使胀块向两边移动,将桶身胀成矩形,当换向阀再次换向时,楔块下行,胀块在复位弹簧的作用下向中心移动,此时胀好的桶身即可取下。
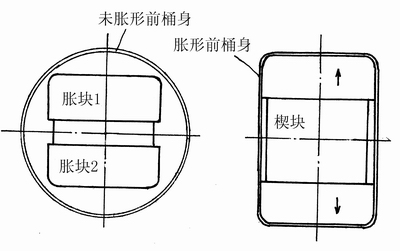
图10-6矩形桶胀形原理示意图
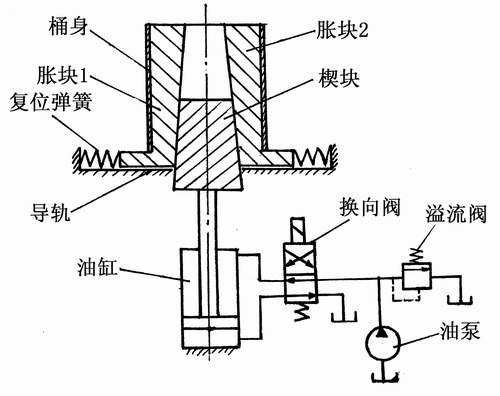
图10-7矩形桶胀形机工作原理简图
如图10-8所示为翻边、胀筋、波纹联合成形机,焊好的桶身由输送装置传送到加工位置,左右两个翻边胀形压头由液压驱动进入桶身内,首先完成翻边工序;然后模具挤压翻头外胀的油缸动作,通过芯轴以及芯轴上的胀筋锥块、压波纹锥块将胀筋模块推出,然后再将压波纹模块推出,完成胀筋和压波纹工序。该机配有链式输送装置,一般采用PC控制。
1—液压装置;2—导柱;3—翻边胀压头;4—输送装置;5—底座
图10-8 模具挤压翻边、胀筋、胀波纹联合机
二、胀形工艺要求及常见缺陷的解决措施
1.工艺要求
在胀形工序中,一般要求成形件应符合工艺尺寸要求,并圆整、均匀、且无裂纹(超过胀形极限)、胀破等缺陷。
2.常见缺陷与改善措施
胀形工序的尺寸构成是极大限度地利用了金属材料的塑料变形能力和冷作硬化特性,有时因为钢桶材料的缺陷和前道焊接工序的缘故使环筋胀形开裂破坏,这是非胀形原因造成的,这里我们要说明的是胀形工序的工艺缺陷和形成原因以及改善措施。
(1)胀形节拍慢:可能由两个原因造成:一是控制系统出故障;二是工作节拍调整不当。因为胀形机的上、下料和送出、入胀形机头以及胀形机的主传动系统的启动都是由油缸(或气缸)和控制阀门所承担的,油缸(或气缸)活塞和阀门使用日久后疲劳磨损,造成闭合不全,使液压油(或气体)流速和压力都呈降低状态,因而其带动的执行机构也就动作缓慢达不到预定速度了。工作节拍调整不当是指操作人员设定它的工作节拍时没按工位顺序图的节拍调整胀形机的工位速度,使生产线上各设备的工作节拍不和谐。
(2)连续胀形:连续胀形是指桶身在胀形机头上已完成胀形工序但未及时退出胀形机,却又一次发生胀形动作,造成一个桶身上进行一次以上的胀形操作。这样的故障比较常见,它是由于定位挡块出误差造成执行机构的误动作所致。只需调整定位挡块,检修行程开关,消除误差即可排除故障。
(3)环筋间距误差:有时出现的环筋间距不符合要求的失误。环筋间距是根据滚动最佳接触点和刚度要求设定的,不能随意变更,这是胀筋工序的一个主要工艺尺寸。通常由两个原因造成:一是楔形块径向位置合适,造成胀形环筋不到位;二是液压阀(或气阀)失灵,桶身到位不准,不在预定位置进行胀筋。这通过调整可以更正。
(4)胀筋不周全:胀筋不周全是胀筋工艺的失误,是不允许出现在完好的桶身上的。这是因为楔形块挤死无法径向扩张或主轴推进行程不足引起,检查楔形块的安装情况和主轴的运动部分可以发现故障。
以上是胀形工艺中可能出现的一些常见缺陷。有些是本工艺无法预见和消除的,如板材质量和前道工序的影响。但有些是可以通过完好设备和工装而避免的。
【返回目录】

