《钢桶制造技术》
杨文亮 辛巧娟 编著

第十章 桶身胀形工艺
近年来,胀形工艺在钢桶生产中应用日益广泛,主要应用于桶身的成形,如波纹、环筋的胀形,方桶桶身的胀形,方便桶、锥形桶桶身的胀形等。
液压传动技术的发展,也为桶身胀形技术的进步提供了有利条件,现代钢桶制造设备多采用液压传动方式,不仅使机构缩小,控制及操作方便,而且加工精度及效率都较高,是制桶机械的划时代进步。
第一节 桶身胀形原理及类型
一、桶身胀形的类型
胀形技术应用很广,它不仅能胀形波纹、环筋、胀锥,还可以翻边(参见第九章),能够成形各种桶身形式。如图10-1所示为桶身常见胀形形状,图中d0为毛坯尺寸,d为桶身胀形后的尺寸。
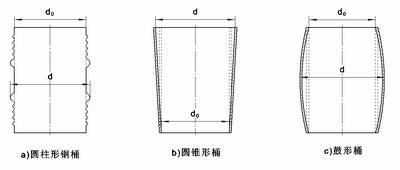
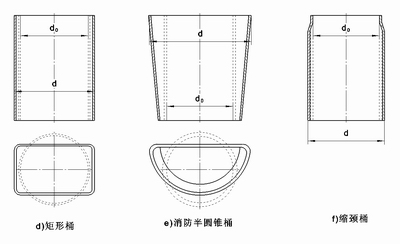
图10-1 常见桶身胀形形状
二、桶身胀形的原理
胀形时毛坯的塑性变形局限于一个固定的变形区范围内,板料不向变形区外转移,也不从外部进入变形区内。如图10-1所示,桶身变形仅限于径向尺寸的变化,轴向不参与变形。胀形变形区内金属处于双向受拉的应力状态,变形区内板料形状的变化主要是由其表面积的局部增大实现的,所以胀形时毛坯厚度的变薄是不可避免的。
由于胀形时板料处于双向受拉的应力状态,在一般情况下,变形区的毛坯不会产生失稳起皱现象,制成的桶身表面光滑,质量好。
胀形时在变形区板料毛坯的截面上只有拉应力的作用,而且在厚度方向上其分布比较均匀(即靠近于毛坯内表面和外表面部位上的拉应力之差较小),所以在受力状态下毛坯的几何形状易于固定,卸载时的复弹很小,容易得到尺寸精度较高的产品。
桶身胀形如图10-2所示。这是采用刚体凸模在冲床上进行胀形的方法。由于芯子2锥面的作用,在冲床滑块向下压分瓣凸模1时,使凸模向外扩张,并使毛坯3产生直径增大的胀形变形。胀形结束后,分瓣凸模1在冲床气垫顶杆4的作用下回复到初始位置,以便取出成品桶件。用图示的刚性模具胀形时,分瓣凸模的数目越多,所得桶件的精度越高。
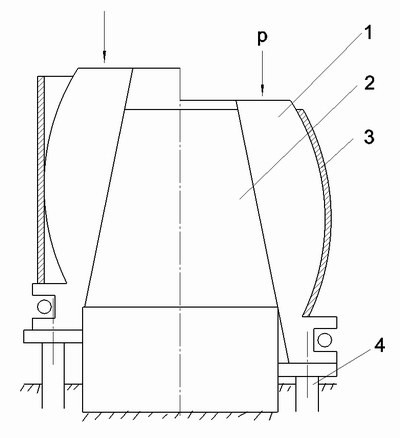
图10-2刚体分瓣凸模的胀形原理
胀形所需的单位压力,可由变形区内单元微体(图10-3)的平衡条件求出。
图10-3 胀形时的应力
当胀形毛坯两端固定,而且不产生轴向收缩时:
 (10-1)
(10-1)
当胀形毛坯两端不固定,允许轴向自由收缩时,可近似地取为:
 (10-2)
(10-2)
式中:p——胀形所需的单位压力;σs——材料的屈服点,胀形的变形程度较大时,其数值应按材料的硬化曲线确定;t——材料的厚度;r,R——胀形毛坯的曲率半径。
根据一般经验,极限变形程度可以近似地用胀形系数K衡量,而且应保证伸长变形最大部位上的胀形系数之值符合下列关系:
 (10-3)
(10-3)
上式中的δ是材料的延伸率。当对胀形件表面要求较高,不允许产生由于过大的塑性变形引起的粗糙表面时,上式中的δ应取为板材拉伸试验中均匀变形阶段的延伸率。
在实际的钢桶生产中,如图10-2所示的在冲床上胀形的方式并不多见,而且只适用于小型桶身等的胀形加工。对于大中型钢桶的桶身胀形,一般是在胀形机上进行的。
【返回目录】

