《精益制桶》
文/杨文亮

第一篇:钢桶生产精益化管理
第一章 生产布局管理
| 3 |
问 |
生产工作需要用到大量设备,应如何进行设备布置? |
| 答 |
设备布置也是工厂布置的一项重要工作,首先要了解设备布置的基本要求,如符合生产动作过程的要求,尽可能使物料运输距离最短等,然后了解设备布置的主要方式,结合工厂的实际情况进行布置。 |
【详解】
设备布置是企业生产运作的物质要素的有机组合,这种组合的合理性和有效性对生产运作系统功能的实现、效率和效益有着决定性的影响。因此,设备布置必须从系统分析入手,统筹兼顾,全面规划,合理部署,讲究整体的最优效果。为此,首先要明确设施布置的目标、要求和基本原则,正确选择设施布置类型是至关重要的前提和保证条件。
1、设备布置的基本要求
设备布置的基本要求主要有以下几点:
(1) 符合生产运作过程的要求。设备布置是为了生产运作过程顺利地进行,因此,设备布置的首要要求就是能够满足生产或服务的运作过程要求。
(2) 尽可能使物料运输距离最短。据统计,制造业中物料运输费用占到总经营费用的20% - 50% ,良好的设备布置可使这一费用减少10%- 30% 。
(3) 设备布置应尽可能紧凑合理,有效利用面积。设备紧凑不仅可以缩短运输距离,还可以节约用地,减小建设工作量,降低基建投资费用。
(4) 保证合理的工作、生活环境和质量。设备布置中必须考虑防火、防盗、防爆、防毒等安全生产要求,工作地要有足够的照明和通风,减少粉尘、噪声和振动,认真处理好”三废"排放问题,创造一个良好的工作环境,保护职工身心健康。要注意设备布置的美观性和艺术性,搞好绿化工作。
(5) 合理划分区域,便于生产运作单位之间的联系、协作和管理。
(6) 充分利用外部环境的便利条件,如供水、供电、铁路、港口、公路和公用设施等。
(7) 要具有可扩展性,以满足再布置的要求。
(8) 注意与周围环境的协调。在工业园区更需特别注意。
2、设施布置的主要方式
生产设施布置方式受工作流的形式限制,可分为工艺原则布置、产品原则布置和定位布置三种基本方式,以及一种混合方式(成组技术或单元制造布置)。
(1) 工艺原则布置。
工艺原则布置是一种将相似设备或功能放在一起的方式,例如,将桶身生产设备放在一处,将冲压设备放在另外一处。这种设备布置有明显的工艺专业化或工作专业化的特征。在某个生产运作单位中,集中同类型的设备,如设备、工具、仪器、人员等,进行相类似的生产加工或服务活动。
例如,制桶厂按工艺原则布置设施,可以设置下料车间、冲压车间、桶身成形车间、维修车间和喷漆车间。工艺原则布置的优缺点如下所示。
优点:
a. 工艺原则布置由于设备是按类型而不是按加工顺序摆放的,所以,个别设备出了故障或个别作业人员缺席对整个生产系统影响较小;
b. 由于产品是成批加工的,上下工序间依赖性不强;
c. 工艺原则设施专用性较低,维修较容易,并且设备分组式的维修人员可以提高修理这类设备的技术,所以维修费用也较低。
缺点:
a. 当产品加工工艺较多时,必须不断地进行工艺路线选择及进度安排,物流运输效率较低,单位运输费用较高;
b. 如果采用间歇性加工,将导致制品/半成品库存很大;
c. 工艺要求多样性将使工艺路线选择及进度安排复杂化,导致设备利用率不高。
(2) 产品原则布置。
产品原则布置是指为了使大量产品顺利且迅速通过系统而按照产品的加工路线或加工顺序来布置设施。这种布置在工厂中常常被称为生产线或装配线。按产品原则布置形成的生产线如下所示。
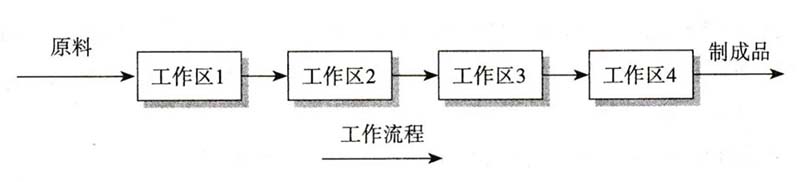
产品原则布置和工艺原则布置的区别在于工作流程的路线不同。在工艺原则布置中,由于工艺要求,物料在其生产周期中要多次送往同一加工车间,物流路线要多次变化。而产品原则布置是按照工序顺序安排的,能够避免物料的迂回,实现物料的直线运动。产品原则布置适用千生产系统涉及一种或少数几种类似的加工对象,且产品或零件的生产量很大的清况。产品原则布置的优缺点如下所示。
优点:
a. 产品原则布置因为常常要采用专用设备,设施费用通常很高,但人力和设备可以得到充分利用;
b. 产品流动速度很快,产址比工艺原则设置高,因此产品单位费用低;
c. 专门化的劳动分工减少了培训时间和费用,同时使得监督跨度加大;
缺点:
a. 分工过细导致工作单调,作业人员容易过度紧张并疲劳;
b. 生产系统对产量变化以及产品或工艺设计变化的适应性差;
c. 上下工序间依赖性很强,个别设备出现故障或作业人员缺席对整个生产系统的影响极大。
(3) 定位布置。
定位布置是指由于加工对象(产品、零部件等)体积和质量庞大,不方便移动,产品位置固定不变,通过人员、设备、工具向其移动而不是将产品移动到设备处的一种设施布置方式。
(4) 单元制造布置。
如果按照零件设计特征或制造特征的相似性将它们分类,可以分成不同的组,称为零件族。这种按照工艺特征对零件分类的技术就是成组技术。设计特征是指产品尺寸、形状和功能;制造特征或工艺特征是指需要的加工类型及顺序。
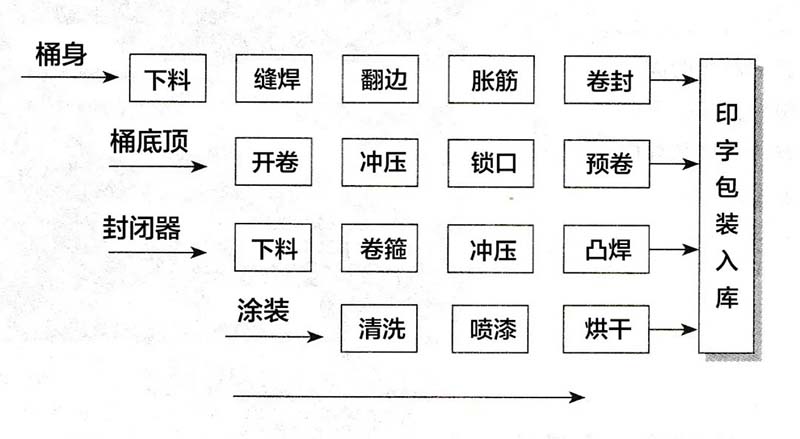
具有相似工艺特征的零件不一定具有相似的设计特征。那么在制造过程中,就可以对设备进行分组布置,每一组设备(一个单元)完成一族工艺相似的零件所需的工艺。这种布置方式称为单元制造布置,如下所示。单元制造布置类似千产品原则布置。
单元制造布置的优点如下:
a. 由于零件进行了分组,作业人员可以对同一零件族进行相似的加工,重复程度高,有利千快速学习和熟练掌握生产技能。
b. 相似的零件在一个单元加工,零件族按照相同的路线移送,可以减少路线的变动。如此大大减小了物料运输量,并减小了半成品的库存。
c. 加工种类的减少意味着模具种类的减少,可以缩短模具的更换时间,缩短生产准备时间。
【返回目录】

