|
《包装企业质量检验员培训教程》
杨文亮 辛巧娟 著
第六章 包装容器性能检验
第三节 袋类运输包装件性能检验
一、塑料编织袋及复合塑料编织袋
塑料编织袋是指以聚丙烯、聚乙烯树脂为主要原料,经挤出、拉伸成扁丝,再经织造、制袋而成的用于包装粉状或粒状固体物料及柔性物品的袋类包装容器。
复合塑料编织袋是指以聚丙烯、聚乙烯树脂为原料,经挤出、拉伸成扁丝,再经编织成的塑料编织布为基材,经流延法复合后制成的用于包装粉状或粒状固体物料及柔软物品的复合塑料编织袋(布/膜复合为二合一,布/膜/纸复合为三合一,经缝制或粘合缝制成袋分别称为二合一袋和三合一袋)。
按缝制方法分为缝底袋、缝边底袋(见图6-8)。
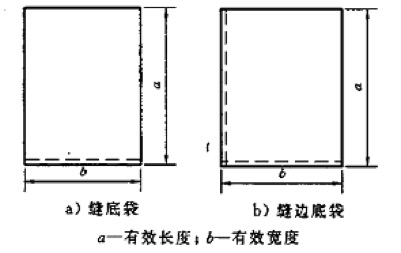
图6-8 缝底袋、缝边底袋示意图
袋的型号和允许装载质量、线密度、经纬密度应符合表6-30规定。
表6-30 袋的技术要求
| 型号 |
TA型 |
A型 |
B型 |
C型 |
允许装载质量,
kg |
10~20 |
21~30 |
31~50 |
51~60 |
组织 |
单经平纹 |
单经平纹 |
单经平纹 |
单经平纹 |
线密度,tex |
100 |
111 |
111 |
111 |
经密度×纬密度,
根/100mm |
32×32 |
36×36 |
40×40 |
48×48 |
注:①1tex=1g/km。
②当线密度、经纬密度改变时,各向的拉伸强度必须达到对应型号产品的指标。
③特殊要求由供需双方协商决定。
1.外观检验
(1)检验项目和技术要求:袋的外观质量应符合表6-31的规定。
表6-31 袋的外观质量要求
| 项目 |
要求 |
类型 |
断丝 |
同处经、纬之和断丝小于3根 |
塑编袋 |
稀档 |
间隔100mm内,经纬丝断缺不超过2根 |
复合袋 |
清洁 |
100mm2以下的明显油污不多于3处,
不允许有100mm2以上的明显油污 |
塑编袋、复合袋 |
缝合 |
不允许出现脱针、断线、未缝住卷折现象 |
塑编袋、复合袋 |
切边 |
不允许出现散边 |
塑编袋 |
褶皱 |
宽度3mm,长度100mm的折叠不多于3处 |
复合袋 |
复合 |
不允许出现复合宽度不足、明显脱落、气孔或硬块 |
复合袋 |
袋的允许偏差应符合表6-32的规定。
表6-32 袋的允许偏差
| 项目 |
允许偏差 |
长度,mm |
+15
–10 |
宽度,mm |
+15
–10 |
经密度,根/100mm |
–1 |
纬密度,根/100mm |
–1 |
单位面积质量,% |
+8
–7 |
(2)试验方法
①长度和宽度的测量 将袋摊平,用精确至1mm的直尺,在中间和离边100mm处测量三处,直尺应与袋边平行,以最大偏差作为测试结果。
②经密度和纬密度的测量 将袋摊平,在袋的上、下两个对角处圈定100mm×100mm两方块,方块外边线与袋边线相距100mm,目测方块内的经、纬根数,取其平均值,计算时当接点最后不足一根时,按一根计。
③单位面积质量的测量 在所测定经、纬密度处,取下面积为10 0cm2的试样四块。用感量为0.01 g的天平称取质量,取其算术平均值,按下式计算单位面积质量偏差。
 (6-5) (6-5)
式中:T——单位面积质量偏差,%;
M1——100cm2试样的质量×100,g/m2;
M0——公称单位面积质量,g/m2。
(3)合格判定准则:同一原料、同一配方、同一型号的产品为一批,每批不超过5万条。
袋的外观和偏差合格判定按照GB/T2828规定的一次正常抽样方案进行(见表6-33),每条袋为一个样本单位。若全部项目检验均合格,则样本单位为合格。
表6-33 合格判定准则
| 批量范围 |
样本大小 |
合格判定数Ac |
不合格判定数Re |
501~1200 |
32 |
5 |
6 |
120l~3200 |
50 |
7 |
8 |
3201~10000 |
80 |
10 |
11 |
10001~35000 |
125 |
14 |
15 |
35001~150000 |
200 |
21 |
22 |
2.性能检验
(1)检验项目和技术指标:袋的性能检验项目和技术指标应符合表6-34规定。
表6-34 袋的性能检验项目和技术指标
项目
|
TA型 |
A型 |
B型 |
C型 |
拉伸负荷,
N/50mm |
经向 |
≥450 |
≥550 |
≥650 |
≥800 |
纬向 |
≥450 |
≥550 |
≥650 |
≥800 |
缝边向(双折) |
≥250 |
≥300 |
≥350 |
≥400 |
缝底向(双折) |
≥200 |
≥250 |
≥300 |
≥350 |
剥离力,N/30mm |
≥3.0 |
耐热性 |
无粘着、熔痕等异常情况 |
(2)试验方法
①拉伸负荷 以缝纫卷折面为取样面,按图6-9所示部位在每个袋上取经向、纬向、缝边向、缝底向试样各两块,长300mm,宽约60mm,再修正到50mm,如最后一根超过半根则留之。缝向试样的两边缝线应适当留长,平针法如图6-10,连锁法如图6-11,两边各打三道结。
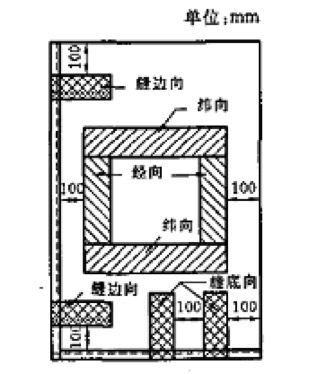
图6-9 编织袋取样示意图

图 6-10 平针法示意图
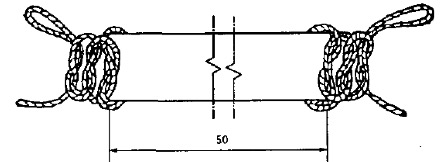
图6-11 连锁法示意图
将按上述方法取好的试样在温度23℃±2℃、常温状态调节4 h,并在此条件下进行试验。
试验时,试验设备的夹具间距为200 mm,空车下降速度为200±20 mm/min。记录试样的拉伸负荷,取其算术平均值。在试验中如遇到试样在夹具中破裂、滑脱等影响准确性的情况时,应另换试样重做。
②耐热性 从袋上取经向、纬向试样各两块,长300 mm,宽20 mm。将其表面重叠起来,在上面施加9.8 N的负荷,放入80℃的烘箱内1 h,取出后立即将两块重叠试样分开,检查表面有无粘着、熔痕等异常情况。
③剥离力 剥离力试验适用于复合塑料编织袋。
试验时在袋的一面顺丝的走向分别剪取经向、纬向试样各两块、长200 mm,宽30 mm。
在试样的一端用手或胶粘带将膜和布分开50mm,分别夹在试验机夹具上,夹具间距100 mm,试验速度200±20mm/min,试验结果以算术平均值表示,精确到0.1 N。
如果试样在用手或胶粘带无法将膜和布、纸分开,使试验无法进行时,则以试样合格判定。
(3)合格判定准则:性能试验每批随机抽样5条,其中2条为备用,3条进行取样测定。
性能试验若有不合格项目,应重新在原批中加倍取样对不合格项目进行复验,若复验结果全部合格,则判该批为合格。
3.型式检验
袋的型式检验项目为跌落试验。
试验环境为常温、常湿,试验场地为平整水泥地面,填充系数为0.80~0.85。
(1)试验质量及物料选用:
TA型袋装20 kg聚丙烯、聚乙烯树脂或密度相当的物料;
A型袋装25 kg聚丙烯、聚乙烯树脂或密度相当的物料;
B型袋装40 kg尿素或密度相当的物料;
C型袋装50 kg尿素或密度相当的物料。
(2)试验次序:
第一条:纵向——平向——侧向
第二条;平向——侧向——纵向
第三条:侧向——纵向——平向
(3)试验合格判定:将试样置于1.2m的高度自由落下,按以上次序作三次跌落试验。如出现包装袋破裂,内装物漏失的情况,则判该型式试验为不合格。
4.批合格判定总则
外观检验、性能检验均合格,该检验批为合格。只要出现一项不合格,该检验批为不合格。
返回目录页
|

