|
《包装企业质量检验员培训教程》
杨文亮 辛巧娟 著
第六章 包装容器性能检验
第二节 桶类运输包装件性能检验
一、钢桶
自1899年纽约装甲制造公司制成第一只钢桶以来,至今已有100多年的历史,钢桶的出现,代替了沿用许多世纪的木桶,目前已是重要的运输包装容器,现已广泛应用于存储和装运液体、浆料、粉料和固体的化工原料等。
1.钢桶的分类和结构
钢桶分二类,四种型式,见表6-19,结构如图6-4和图6-5所示。
表6-19 钢桶的分类和结构
类别 |
型式 |
闭口钢桶 |
小开口钢桶 |
中开口钢桶 |
开口钢桶 |
直开口钢桶 |
开口缩颈钢桶 |
开口锥形钢桶 |
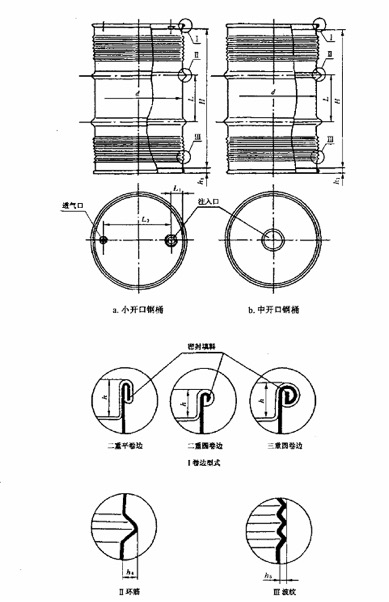
图6-4 闭口钢桶的分类与结构
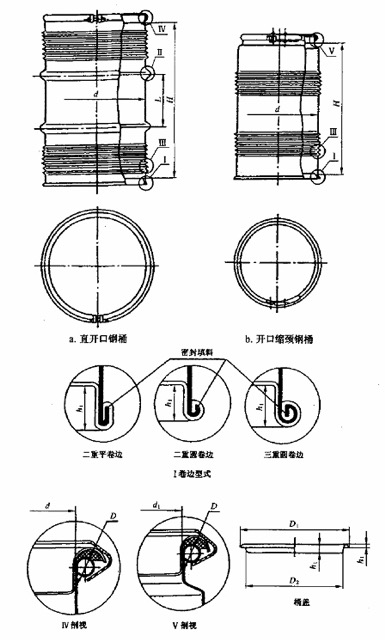
图6-5 开口钢桶的分类与结构
2.钢桶的基本技术要求
(1)钢桶根据性能分为Ⅰ、Ⅱ、Ⅲ级;
(2)钢桶的容量和结构尺寸应符合GB 325的要求;
(3)桶身、桶顶和桶底均由整张薄钢板制成,不允许拼接;
(4)桶身焊缝采用电阻焊焊接。
(5)桶身型式采用下列规定的一种:
①具有2道环筋;
②两端具有3~7道波纹;
③具有2道环筋,环筋至桶顶,环筋至桶底之间具有3~7道波纹。
(6)桶身与桶顶、桶底的卷封按需要充填密封填料,其型式可采用下列规定的一种:
①一重平卷边;
②二重圆卷边;
③三重圆卷边。
(7)桶顶上应根据开口型设置封闭器。
a.小开口钢桶可采用下列的一种:
b.螺旋式注入口封闭器一个;
c.螺旋式注入口和透气口封闭器各一个。
②中开口钢桶可采用下列的一种:
a.揿压式封闭器;
b.螺栓压紧式封闭器;
c.螺旋顶压式封闭器。
③直开口及开口缩颈钢桶可采用下列的一种:
a.螺栓型封闭箍;
b.杠杆式封闭箍。
(8)钢桶内外表面按需要涂镀保护层。
3.钢桶的质量要求
(1)封闭器装配质量规定:
①封闭器配套齐全,装配后密封良好,并保证配合件的互换性;
②小开口钢桶封闭器装配后的高度低于卷边沿口;
(2)钢桶内外表面保护层质量规定:
①漆膜附着力不低于GB 325规定的2级;
②镀层厚度不小于0.01mm。
(3)钢桶外观质量要求如下:
①钢桶圆整、无毛刺、机械损伤和卷边无铁舌。
②钢桶的凹瘪不多于2处,每处面积不大于桶身面积的0.7%。
③桶身直缝补焊不多于2处,焊疤表面平整,宽度不大于原焊缝的一倍,总长度不大于直缝长度的10%。环筋顶部不允许补焊。
④钢桶卷边允许整圈补焊,焊缝平整均匀。
⑤桶内干净,无锈、无渣及其他杂质。
⑥漆膜平整光滑,颜色均匀,无起皱和流淌等缺陷。
⑦锌层完整,组织紧密,不得有起层和起泡等缺陷。
(4)钢桶的材料要求
①钢板应符合相关标准的要求,优先选用冷轧薄钢板。
②密封填料采用密封性能好、与内装物相适应的耐热、耐候、耐久和具有抗溶性的材料。
③外表面涂料采用附着力强、耐候和耐久性好的材料;内表面涂料采用与内装物相适应的材料。
④封闭器应符合GB 13251的规定。
⑤用于盛装食品、食品添加剂或药品时,密封填料和内涂料必须符合食品卫生法及有关标准的规定。
⑥钢桶材料厚度分类及要求见表6-20。
表6-20 钢桶材料厚度分类(单位:mm)
| 公称容量 |
重型桶 |
中型桶 |
次中型桶 |
轻型桶 |
桶身 |
桶顶底 |
208 |
1.5 |
1.2 |
1.0 |
1.2 |
0.8~1.0 |
200 |
100 |
1.2 |
1.0 |
0.8 |
1.0 |
0.6~0.8 |
80 |
63 |
1.0 |
0.8 |
—— |
—— |
0.5~0.6 |
50 |
0.6 |
0.8 |
45 |
0.8 |
0.6 |
—— |
—— |
35 |
0.6 |
0.5 |
—— |
—— |
0.3~0.4 |
4.钢桶的性能要求
性能要求应符合表6-21和表6-22的规定。
表6-21 钢桶的性能要求
| 序号 |
项 目 |
闭口钢桶 |
全开口钢桶 |
合格标准 |
Ⅰ级 |
Ⅱ级 |
Ⅲ级 |
Ⅰ级 |
Ⅱ级 |
Ⅲ级 |
保压5min不渗漏 |
1 |
气密试验 压强 kPa |
30 |
20 |
———— |
|
2 |
液压试验 压强 kPa |
250 |
100 |
———— |
保压5min不渗漏 |
3 |
堆码试验 负载 N |
见堆码试验的公式,其中堆码高度陆运为3m、海运为8m |
无明显变形与破损 |
4 |
跌落试验 高度 m |
1.8 |
1.2 |
0.8 |
1.8 |
1.2 |
0.8 |
闭口钢桶:达到内外压平衡时不渗漏;
全开口钢桶:不撒漏或破损 |
1)当拟装物的相对密度超过1.2时,跌落高度应根据所运物质的相对密度(ρ)计算,并四舍五入,取第一位小数,见表5-22。 |
表6-22 物质的相对密度
Ⅰ级 |
Ⅱ级 |
Ⅲ级 |
ρ×1.5(m) |
ρ×1.0(m) |
ρ×0.67(m) |
(1)气密试验:此试验仅限于小开口钢桶。在桶塞上钻一孔,固定压力表并与加压泵连接,保证连接密封良好;旋紧桶塞封闭注入口,将压缩空气输入桶内,达到预定压力值(见表6-21)时关闭阀门;将样桶置入水槽内,转动样桶,检查样桶有无渗漏;也可将皂液涂在样桶的焊缝、卷边和封闭器上,检查样桶有无渗漏。
(2)液压试验:此试验仅限于小开口钢桶。将桶内注满水,把压力表与加压泵连接,并通过连通部件固定在注入口上,往桶内加压,达到试验压力后,保压,试验压力值见表6-21,检查样桶有无渗漏。
(3)跌落试验:按GB/T 4857.5的规定进行试验,应满足下列条件:
①小开口钢桶内灌装98%的清水,选钢桶边缘最薄弱部位跌落,跌落后在钢桶最高部位钻孔;
②中开口和全开口钢桶内盛装95%、密度为1.2 g/cm3的沙子和木屑混合物,进钢桶边缘最薄弱部位跌落。
(4)堆码试验 按GB/T 4857.3的规定进行,试验时间为24 h,堆码质量按公式4.1计算,其中堆码高度为按表6-21的规定,劣变系数K取值为1。检查钢桶有无可能降低其强度或引起堆码不稳定的任何变形和严重破损。
返回目录页
|

