|
《包装企业质量检验员培训教程》
杨文亮 辛巧娟 著
第四章 质量统计检验
第三节 计数抽样检验
五、计数挑选型抽样检验
计数挑选(又称选别型)抽样检验是以不合格品率表示产品批的质量。用预选规定的抽检方案对批进行检验,合格的批直接被通过,不合格批须经全数检验将其中的不合格换成合格品(包括经整修为合格品)后再被通过或接收。
计数挑选型抽样检验,最早是美国的道奇与罗米格两博士提出的。日本在道奇、罗米格抽样检验表的基础上,制定了JIS9006抽检表。挑选型抽检程序可以用图4-6表示。
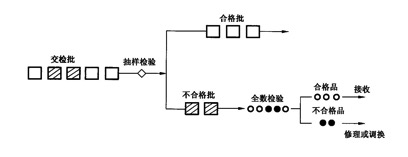
图4-6 挑选型抽检程序图解
经抽检被判为不合格的批,还需进行全数检验挑剔出不合格品(包括修整或更换),这是挑选型抽检的特征。因此,对于破坏性检验不适宜,因为全数检验是不可能的。
计数挑选型抽样检验通常适用于下列场合:
(1)产品一批接一批地入库时;
(2)各工序间半成品转序交接时;
(3)向指定用户连续供货时。
六、计数连续生产型抽样检验
计数连续生产型抽样检验,是在连续制造产品的过程中进行的,可将产品质量控制在规定的平均质量水平内。其做法是:在开始检验时,逐个检验每个产品,如果接连i个产品都合格,接下去采用抽样检验,在相邻的每j个产品中任抽R个进行检验,只要没有不合格品出现,就继续采用抽检;一旦出现不合格品,立即恢复逐个检验(参见图4-7)。在整个过程中所发现的不合格品,有两种处理方法。一种为如数替换成合格品,另一种则是简单地剔除。
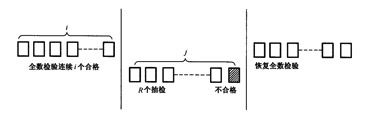
图4-7 连续生产型抽检程序图解
这种抽样检验方式适用在以下场合:
(1)采用传送带方式连续生产的产品的连续检验。
(2)代替对抽检不合格批的全数检验。
(3)合格质量水平(AQL)要求严格的抽检的预检验。
(4)代替一般允许混入少量不合格品的全数检验。
连续生产型抽样检验的最基本方案,是1943年道奇发表的CSP-1。此外,还有道奇的CSP-2及CSP-3,这些都是从逐个检验开始的方案。日本JISE9008标准(JISZ9008标准),即是在CSP-1基础上制定出来的。
七、计量抽样检验
计量抽样检验与计数抽样检验相比较,其突出的优点是:在同等可靠度下,该方案显著降低了样本大小,而且能得到产品质量状况较精确的信息,特别适用于计量控制图配合使用。然而,计量抽样检验,无论从原理上还是实践方面,都要比计数抽样检验复杂得多。它不像计数抽样检验那样可以把多个项目综合起来,使用一个抽样的方案。如有三个计量项目,就需三个计量抽样方案。因此,在实际应用中,可以对多数检验项目采用计数抽样检验,只对特别重要的极少数项目采用计量抽样检验。
关于计量抽样检验,我国已参照国际标准(ISO3951)制定了GB/T6378-2002不合格品率的计量抽样检验程序及图表(适用于连续批的检验)标准。规定以不合格品率表示可接收质量水平(AQL)为质量指标的一次计量抽样方案和检验程序。适用于交检批为连续批,被检质量特征服从或近似服从正态分布,且规定了用于判定被检质量特征合格与否的规格限,包括单侧规格限和双侧规格限。
标准中提供的正常检验方案也可以用于孤立批的检验。
返回目录页
|

