制桶工艺学
第六章 涂装
第一节 油漆涂装设备和工艺
二、烘干设备
在钢桶的涂装工艺中,烘干工艺占很重要的地位。前处理后的水份于燥,涂层的加热干燥都要用专门的烘干设备。漆膜烘干在整个涂装工艺中占比较长的时间,因此必须考虑其生产性和经济性。烘干的性能良好与否,直接影响产品的性能及其商品价值,特别要提高钢桶的耐腐蚀性能,对烘干设备提出了更高的要求。
1. 烘干设备的基本参数
烘干设备的基本参数包括:烘干温度、升温时间和烘干时间、烘房有效长度、烘干所需热量、循坏凤量和循环次数、空气湿度、安全排气量等。
(1)烘干温度。烘房内温度的高低对涂层干燥速度起决定性影响。烘干温度过低,则溶剂挥发及化学反应迟缓,漆膜枯干。提高干燥温度,能加速溶剂的挥发和水分的蒸发,加快涂料的化学反应,干燥速度增大。但温度和干燥速度并不成正比关系,烘干温度过高时,干燥速度并不明显增大,反而会使漆膜容易发黄或变色发暗,影响漆膜质量。因此,一般选用的烘房内温度为100℃~180℃较合适。
(2)升温时间和烘干时间在整个干燥过程中,钢桶涂层的温度随着时间而变化,通常分为升温,保温和冷却三个阶段。温度与时间的关系即所谓升温曲线,如图6-9所示。
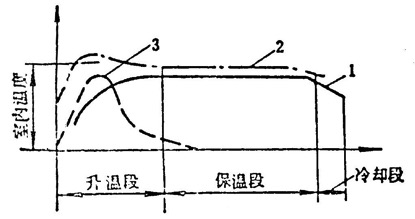
图6-9 漆膜干燥升温曲线
1-钢桶温度;2-烘房内空气温度;3-溶剂挥发率
涂层从室温升至所需的烘干温度为升温阶段,所需的时间为升温时间。在这段时间里,需要用大量的热量来加热钢桶,使大部分溶剂迅速挥发,因而需要加强通风,排出溶剂蒸汽和补充新鲜空气。升温时间过短,则溶剂挥发不均匀,涂层将出现不平整等缺陷,升温时间长,涂层质量当然好,但时间过长,必定使生产率下降,且须增加烘房的长度。根据实验证明涂层内90%的溶剂在5~10分钟内逸出,因而升温时间一般在5~10分钟内选择。涂层保温阶段所需时间为烘干时间。在这段时间里,主要是使涂层氧化和聚合起化学反应而形成固体薄膜,也有少量溶剂挥发。所以不但需要足够的热量,还需足够的新鲜空气,但需求量均比升温段少。保温时间的长短与涂层材料,烘干温度等有关,具体数据应由实验确定。以制桶常用的酚醛调合漆为例,如烘干温度为100℃~180℃,那么烘干时间约为20~50分钟较为合适。
(3)烘房有效长度。是指钢桶在烘房内的实际行程,并非是烘房的长度。烘房有效长度L可由下式进行计算:

式中:L——烘房有效长度(m);
N——每小时喷涂钢桶数(l/h);
P——烘房内钢桶间距(m);
M——烘房内实际加热时间(min)。
相同的烘房有效长度,如采用多行程式烘房可大大减少烘房本身的散热壁面积,从而提高经济效益,也可使烘房内温度均匀。因此,制桶生产中常常采用多行程式烘房。
(4)烘干所需热量。烘干所需热量与烘干形式有关,我们以制桶常用的对流式烘房为例进行讨论。一般所需热量由两部分组成:一是加热所需热量;二是散热损失的热量。从生产角度说,可分为正常运转时所需热量和升温时所需热量。
烘房要投入生产,必须先升温,升温时所需热量为所有烘房内物体升温所需热量之和,再要加上排气、开口部分等损失的热量。
因此,烘干所需热量根据烘房运转时和升温时所需热量,通常还要加10~15%的余量。在选用热源时必须采用比运转时和升温时所需热量都大的热源装置。
(5)循坏风量。考虑循环风量时,须以上述所需热量为基准。循环风量可按下式计算:

式中 Vc——必要循环风量(m3/min);
Q——烘房所需热量(J/h);
Cp——空气比热(J/kg?℃);
r——空气密度(kg/m3);
Δt——循环空气的最大温差,即燃烧器或热交换器出入口的温差(℃)。
由上式可知,循环风量的温差Δt小,风量就大,反之,Δt大时,风量就要小。一般烘房内温度若在150℃左右,则Δt值在40~60℃较合适。
(6)循环次数。由所需热量计算出循环风量后,即可求得循环次数n:
n=Vc/V
式中 V——烘房容积(m3)。
烘房内循环次数n的值,对烘房内温度的均匀化有很大的影响。如果n太大,循环风机要大,风管也要加大,如果n太小,Δt值就小,这使热源装置的选用和烘房的控制产生困难。一般n值以4~7次/分较为适当,在烘干水分的烘房中,n值为10次/分左右。
(7)空气湿度。烘房内空气湿度应适中,湿度过大时,涂层中的水分蒸发速度降低,溶剂挥发速度变慢,因而会减慢涂层的干燥速度,湿度过小时,会影响涂层质量。一般烘房内空气的相对湿度为60~70%为宜。
(8)安全排气量。烘房内有大量溶剂挥发,为了防止烘房内引起火灾和爆炸的危险,必须进行排气,在循环系统内溶剂的浓度必须控制在爆炸下限值(L.E.L)以下,从溶剂的分子量M来判断保持溶剂浓度在安全限值以下所必需的排气量为:
式中 W——烘房内的排气量(m3/h);
ω——烘房内蒸发溶剂的质量(kg/l);
η——安全率。
烘房内的排气量除安全排气量外,还要加上直接加热型燃烧时使用的空气量、燃烧气体生成量和被钢桶带进的空气量等。烘房内的溶剂,大部分在烘干初期蒸发,因此排气装置设置在集中溶剂蒸气浓度较高的部位。

