制桶工艺学
第五章 卷边
第二节 卷边工作参数的分析
5.2.1 主机工作参数分析
一、滚轮
1. 滚轮的行程
滚轮的上下移动是由牌坊上凸轮轴转动后,带动凸轮,在凸轮机构的作用下实现的。滚轮上下移动的距离称为滚轮的行程。这个行程必须大于桶顶底盖的翻边宽度,并适当地留有一定的余量。
安装滚轮的滑块体是该凸轮机构中的推杆。滚轮的运动取决凸轮轮廓曲线的形状。也就是说,凸轮的推程或回程就是滚轮的行程。见图5-13,这是通常的卷边二道轮的凸轮图。由图可见,在凸轮的引导下,滚轮的行程为h,即为凸轮最高位置值和最低位置值之差的绝对值。
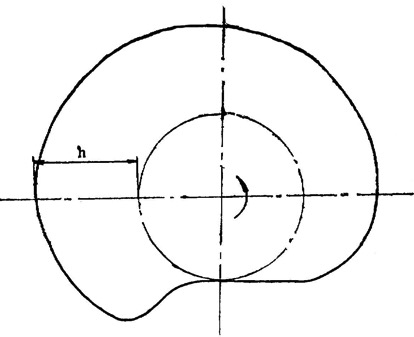
图5-13 凸轮图
2. 滚轮的运动规律分析
安装在滑块体上并作为凸轮机构中推杆一部分的滚轮,其运动规律必须满足于卷边工艺的要求,即滚轮在凸轮的推程和回程中,必须先作快速进给运动,后作工进运动,再作快速返回运动。使滚轮能良好地完成整个卷边动作。如前面所述的那样,推杆的运动规律取决于凸轮轮廓曲线的形状。所以,常用的滚轮压下凸轮的轮廓曲线,通常就依据滚轮在卷边时所作的三种运动,相应地被设计成由三种曲线段组成。在第一曲线段里,凸轮的轮廓曲线形状使推杆作等加速运动、在第二曲线段里,凸轮轮廓曲线的形状使推杆作等速运动,在第三曲线段里的轮廓曲线则没有什么特殊的要求,能使推杆快速地退回原位便可。
设凸轮以角速度的作等速运动,凸轮转过角度δ。
则在第一曲线段内,滚轮作等加速运动时的运动方程为:

式中 s——滚轮(推杆)的位移;
v——滚轮运动速度;
δ1——完成第一曲线段时凸轮转角;
δ——凸轮转角;
h1——完成第一曲线段时滚轮的行程;
ω——凸轮的转速。
在第二曲线段,滚轮工进时作等速运动时的运动方程为:

在一、二这两段曲线段中,我们由推杆的运动方程式可以知道,推杆在作等加速运动与等速运动时,在运动开始和终止的瞬间,加速度或速度都有突变,因而会使凸轮机构受到极大的冲击。推杆作等速运动,开始和终止时,其产生的刚性冲击尤为严重,所以最好在第一曲线段内,采用正弦曲线来替代原来的抛物线曲线来达到快进的目的。而在第二曲线段的两端,使推杆作正弦加速度运动,以避免冲击,从而改善其动力特性。
二、活动牌坊的运动方式
活动牌坊的运动是由气缸传动来实现的。如图5-14所示,利用一个铰支固定在活动牌坊上的气缸由活塞杆的运动带动一个曲柄滑块机构使牌坊在机座上作直线运动、当活动牌坊向内移动到工作位置时,机构中的曲柄与连杆处于同一直线上,即杆BC和DB成一水平线。这样,即使卷边机在工作时,对牌坊所产生的作用力很大,牌坊也不会向外移动。因为此时机构处于死点位置,传给杆DB、BC的力都通过其回转中心,保持相对稳定。从而保证了活动牌坊具有足够的夹紧力和定位精度。
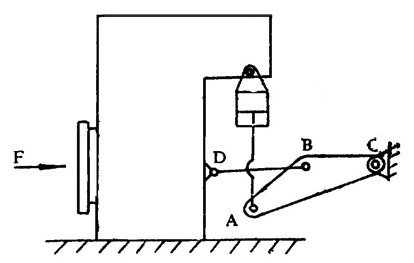
图5-14 活动牌坊运动方式
5.2.2 输送机构参数分析
一、输送机构间歇运动的实现方式
在卷边设备中,输送机构在主机状态的控制下,有规律地把未卷合的上好顶底盖的桶身送入卷边工位。等主机卷合后,再把卷合好的钢桶送出工位,同时把下一个待加工的半成品送入。因此,输送机构必须具有能作间歇运动的能力。目前,我们要达到这种间歇运动的目的,主要是采用通过离合器断开或合上输送机构的动力源的方法。这种方法虽然有其结构简单、易于操作的特点。但是它也同样地存在着一些明显的缺点。如输送机构在每一个输送节拍的起动和终止阶段,都会承受很大的冲击力。对于一台日产量数千、年产量几十万钢桶的卷边机而言,这种冲击造成的影响是很大的。其次输送机构的定位精度不高等缺点,从目前己经引进的国外流水线设备上的输送机构上看,国外已经采用一些其它的机构来实现这种控制,使输送线在每一输送节拍中,输送链的运动规律如图5-15所示,每一次的起动和终止都有一个良好的准备阶段,输送链速度逐渐地从静止增加到正常运行速度。同样地,在每个节拍的终止阶段,运行速度也是逐渐地减小到静止。这样的准备阶段所费的时间虽然仅是极少的一瞬间,但其所起的缓冲对于减小冲击和提高定位精度的作用却是极大的。
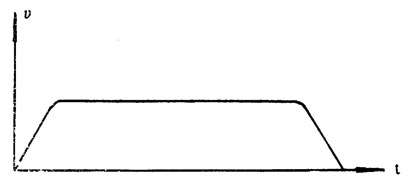
图5-15 理想的输送链速度图
二、输送机构的速度分析
当输送机构在气缸的作用下合上离合器、接通动力源后,输送机构作等速运动运行。当输送机构运行一个行程时,气缸将离合器断开,输送链在制动器和挡块的作用下,停止运行。
设输送链运行一个行程经历的时间为tO,则输送链作等速运动时,输送链的运动方程式为:

式中 v——输送链运行速度;
a——输送链运动加速度;
L——输送链的位移;
t——输送链运行时间。
图5-16所示为输送链作等速运动时的运动线图。由图可知,输送链在运动开始和终止的瞬间,速度有突变。所以这时的加速度在理论上为无穷大,输送链将产生很大的惯性力,而使输送机构受到极大的刚性冲击。因此,输送机构作等速运动时的动力特性是极其不好。应从机构上加以改进,避免行程两端的速度突变,从而改善输送机构乃至整个设备的受力情况。
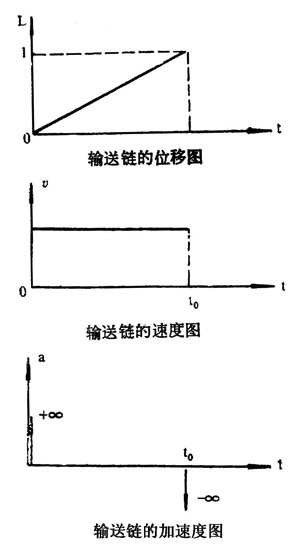
图5-16 输送链运动规线图
5.2.3 喷胶机构压力分析
在喷胶系统内,当喷枪没有喷射的时候,整个喷胶系统成为一个密闭的容器,所以封缝胶的压力情况服从于巴斯卡定律。当压缩空气在贮胶缸的封缝胶表面施加压力P时,根据巴斯卡定律,这一压力P将要传递到液体的所有各点。因此也传到喷枪中去,喷枪中的封缝胶同样也具有这一压力P。
但在喷枪喷射时,喷胶系统就不再是一个密闭的容器。此时,由于封缝胶在压力的作用下向外喷射,封缝胶在喷胶系统的管道内形成流动,因此,会引起封缝胶的压力损失。这是因为封缝胶有较高的粘性,所以封缝胶在管道内流动时,由于液体分子问的摩擦,引起压力降,亦即有压力损失。
压力损失一般有以下二种情况:
一种是封缝胶在输送管道内的长度压力损失。指的是液体流径等直径导管时,由于沿程管内壁摩擦阻力所引起的压力损失;还有一种是封缝胶流动方向变化、管径突然变化及流径阀门等阻力所引起的损失,即压力的局部损失。
作为密封的封缝胶,它的固定特性使其在长度压力损失方面较局部压力损失来的更大。

