|
制桶工(中级技能培训教程)
第一章 常用制桶设备和操作技术
第四节 卷边
1.4.2 卷边设备的控制
卷边设备的控制对象除主机开停等常规控制外,主要是对三个离合器和两个气缸的控制。三个离合器中,主离合器和滚轮离合器是人工手动控制的;两个气缸中,活动牌坊运动气缸也是人工手动控制的。所以,卷边设备的自动控制就是对输送机构中板式输送链离合器的控制。另外喷胶机构中的气阀开、闭也需要和卷边节拍协调,也须加以控制。
一、输送机构的控制
输送机构的控制是当钢桶卷合后,活动牌坊退回并松开钢桶时,推出加工完毕的钢桶,并同时驱动板式输送链送入一个未加工的半成品。为了达到这个目的,需要控制驱动输送链的气动式摩擦离合器。这个气动执行元件是由气动电磁阀控制的,而气动电磁阀则由一个安装在机座上的行程开关来控制。当活动牌坊退回到某一位置时就接通行程开关,气动电磁阀立即动作,打开气动回路,输送链离合器合上,板式输送链运行,推出加工好的钢桶并送入未加工的半成品。
二、喷胶机构的控制
喷胶的控制是当钢桶在未卷合前的旋转过程中及时喷上封缝胶,它是由一个凸轮控制的气动阀来实现的。当滚轮离合器合上,第一道滚轮下压时,即打开气阀,进行喷胶。滚轮碰到顶底盖后,在卷边未完成前喷胶已完成,即关闭气阀。打开或关闭气阀均由凸轮的轮廓和转速确定并加以控制。
1.4. 3 卷边的工艺要求和操作技术
一、卷边的工艺要求
1、喷胶的工艺要求
喷胶是卷边前的一项重要准备工作,它对钢桶的防渗漏、防泄漏起到关键作用。因而要求喷胶后封缝胶必须复盖均匀,无遗漏。保证在卷边后的所有卷层的缝隙内均充填有封缝胶。
2、卷边工艺要求
卷边工艺对尺寸的要求如图1-48所示。图中尺寸是五层平卷边的工艺尺寸。七层圆卷边虽已广泛推广,但工艺尺寸各企业有所不同。卷边加工是靠成型胎具——滚轮和钢圈的滚轧加工,所以这些工艺尺寸都由胎具本身的状决定,尤其是滚轮槽的曲线形状就决定了卷合后的卷边形状。另外,卷边工艺还要求卷合后不许有暴露在卷边外的突出小铁块,即“铁舌”。
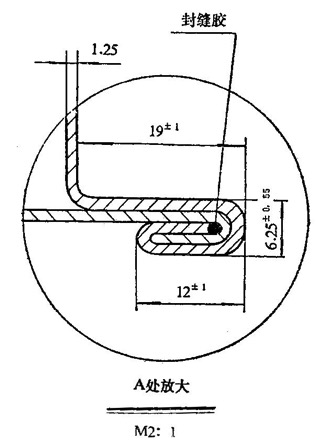
图1-48 卷边工艺尺寸
二、卷边操作
卷边操作是制桶生产流水线中十分关键的,也是比较复杂的一种操作。说其“关键”,是因为卷边工序在制桶生产中的作用和地位决定的。卷边的好坏,直接影响钢桶的使用价值。如果说钢桶形状稍有不正或涂装质量稍差一些,还能勉强使用的话,那么卷边出了问题,钢桶就会泄漏或渗漏,钢桶就完全失去了使用价值。因而,卷边工序和焊接工序是制桶生产流水线中关键的两大重要工序。说其“复杂”,是因为卷边操作的控制大多数是靠人工手动控制的,每个钢桶的卷合都要靠操作工人的眼、手、脑的配合才能准确无误地加工成形。
当一个上好顶底盖的桶身由板式输送链送入卷边工位后,操作工人就先要看一下顶底盖是否上好,同时驱动活动牌坊气缸。此时如发现有一个顶底盖未放好,就必须暂停运行,重新上好顶底盖或查出其它原因进行处理后才能再驱动运行。当活动牌坊移动到位,旋转的钢圈伸进顶底盖内凹处,夹进桶身并带其一起转动。转动平稳后立即手动合上滚轮离合器,滚轮开始下压,同时喷胶喷抢打开在转动的顶底盖卷合边缘上喷上一层均匀的封缝胶、然后自动关闭喷枪。此时头道滚轮正好与顶底盖边缘接触并继续下压进行卷合。紧接着,头道滚轮复位,二道滚轮下压,卷合完成后又自动复位。操作工人手动分离滚轮离合器,并同时驱动活动牌坊松开钢桶。自动控制系统操纵板式输送链推出加工完毕的钢桶,同时又送入一个待加工的半成品。整个加工过程,操作工人要眼明手快,左右手协调配合,使卷合加工顺利正常进行。一旦在加工过程中发现问题,就需要及时停机处理。一般卷边加工中常遇到下面这些问题。
①前面工序加工的桶身和顶底盖质量有问题。比如桶身两端直径不一致,即俗称的“大小头”,就会造成顶底盖无法正确地合上;桶身的长度误差会引起扳边误差,而扳边尺寸和扳边角度的误差,就会造成卷边不能咬合、卷合层数不足、卷边过松、出现铁舌等缺陷。桶身直缝焊接有烧焦和“白头”,则卷边后会出现渗漏。同样,顶底盖的拉伸尺寸和翻边尺寸的误差也会给卷边带来麻烦。若拉伸过浅,卷边钢圈不能完全顶入顶底盖内,滚轮下压时,位呈就不能对齐,肯定对卷边质量是不利的。若翻边尺寸过小或过大也会造成卷边层数不够或使卷边咬合时不能完全把多余的翻边包容避去而造成“铁舌”。因此,在操作过程中要密切注意,一旦发现问题就要剔除这些不合格的半成品并反时反映情况,提醒前面工序引起重视。
②卷边工艺尺寸不符合要求。除了上述半成品质量问题外,造成卷边工艺尺寸不符合要求的主要原因是胎具本身的毛病。滚轮轮槽尺寸不对或过庭磨损,滚轮凸缘与钢圈之间的间隙不当都会影响卷边质量。此时需要更换或调整滚轮使之满足加工工艺要求。
③包钢圈。这主要是由于操作误差造成的问题。当活动牌坊还未完全夹紧钢桶时,如马上压下滚轮,就会将一个顶底盖包在钢圈上。此时需要停机并取下顶底盖才能继续工作。因此,卷边操作既要环环扣紧,加快节奏,也要先后分清,不得有任何超前动作。
④喷胶无力或完全不喷胶。遇到这种情况,必须停机检查,不能再继续在没完全均匀喷胶的情况下进行卷边加工。造成这种情况的原因有两个:一是压缩空气压力不够;二是气路或喷枪局部堵塞。所以只要调整压缩空气压力或清洗喷嘴及管路就能解决上述问题。
⑤爆滚轮。这主要是滚轮材质不好或热处理不当造成的,但也与捅身、顶底盖的形状尺寸有关。操作时要注意不合格的半成品,及时剔除,避免强力碰撞。当然对滚轮的材质和热处理也要选用恰当,使其能承受较强的冲击。
⑥离合器离合不好。这主要是离合器摩擦片之间有油污或过度磨损以及内芯销子变形造成的。这就需要清洗或更换摩擦片或修整、更换内芯销子来解决。另外离合器的接合行程也必须调节怡当,否则也会影响离合效果。
⑦卷边破裂。是滚轮松动或滚轮轴松动造成的一种缺陷。需要调整滚轮调节螺母或改进滚轮轴法兰螺母与滚轮轴的配合,同时检查调节螺母与滑块活套孔的配合是否间隙太大并加以修整或更换。
⑧钢圈墙板定心不好。这主要是由于钢圈墙板的定心板弹簧断裂造成的。此时需要停机更换弹簧后才能继续工作。
⑨板式输送链出现故障。主要是链条过松或过紧、机械磨损或输送离合器停位跑位造成的。只要调整板式链张紧装置、更换磨损零部件或调节离合器停位调节杆就能解决上述问题。
综上所述,我们可以看出卷边操作确实是比较复杂的一种制桶操作。它不但要求操作工人在正常操作过程中做到眼、手、脑的协调配合,加快操作节奏,提高产量,步调丝毫不能紊乱并及时发现问题加以解决;而且对有大量设备上的有关问题要随时引起注意,因为这一系列问题都关系到卷边质量的好坏。
当然,随着制桶生产的发展,已出现自动化程度更高,加工性能更完善的卷边新设备。这时,卷边操作就会得到简化。但无论怎么变,卷边工序终将是制桶生产流水线中最关键最重要的一道工序。
复习题
1、卷边时,对钢桶半成品有何具体要求?
2、卷边机由哪些部分组成?各起什么作用?简述主机的传动过程。
3、滚轮部件由哪些零件组成?这些零件是如何组合的?各有什么作用?
4、卷边机中有哪些离合器?在操作中由人工控制的是哪些?它们有些什么特点?
5、卷边操作中,常见的加工缺陷有哪些?如何改善和解决?
|

