《厂长经理的设备管理课》
主讲/辛巧娟

第二十八讲
生产线设备的维修策略――组合拳
流程(生产线)设备与离散型设备的最大区别在于其连续无中断特性。也就是说, 其中一台设备因故停机,上下游设备的生产将受到影响。典型的流程工厂如一般化工厂、石油化工厂、水泥厂、钢铁厂、有色金属冶炼厂、制药厂、食品厂、饮料厂(含奶制品厂)啤酒厂、玻璃厂、发电厂、化肥厂、塑料厂、造纸厂、胶片厂等。
还有不少工厂不是完全流程,可能是局部流程。如某些工厂的动力供应部分,如水、电、蒸汽、压缩空气、真空供应部分属于一个局部流程,一旦中断会对下游产生不良影响。
流程企业设备的特点很多,仅就设备维修管理,流程设备具有以下特点:
1)设备最薄弱环节的能力就代表全流程的能力。流程设备就像是一串首尾相接的链条,而最细一环的强度就代表这个链条的强度。对于流程而言,某一最薄弱环节的生产状况,包括产能、稳定性、质量、故障停机、MTBF(Mean Time Between Failure——平均无故障时间)、OEE(Overall Equipment Effectiveness——全局设备效率)等指标,就决定了全流程的能力。
2)流程各系统、线段的配合影晌着全流程效率的发挥。流程是由一个个子系统组合而成的系统,各个子系统的配合是否默契,决定着整个流程效率的发挥。
3)流程的最主要特征是某一局部停机会导致全线停机。从胶片、造纸、卷烟、连铸连轧的轧钢设备,到介质流动的石油、化工设备。局部停机就意味着上、下游在制品的积压或短缺,迫使全线停机。即便是由各个环节的单机与劳动力密集型的加工、装配线段连接起来的准流程,局部故障也会造成全线停机或全线放缓运行。
4)停机的经济损失严重。流程设备停机一般会造成严重的经济损失。有的流程停机一小时,损失高达几百万元。这种损失主要由丢失的产量、材料、能源以及人工浪费构成。停机后的抢修又发生备件、材料及维修工时成本。停机还可能使交货期延迟,造成企业信誉损失。化工反应、冶金熔炼设备等停机,往往会造成大量在用材料、能源的浪费和重新起动工时的浪费。
5)运行中的流程无法停机排除小故障隐患,因为流程设备在运行中,局部小故障隐患即使被发现,因不能停机而无法排除。只要此故障隐患不会造成质量、成本、安全等严重后果,或者短时间内不会造成全线停机,设备“带病”运行是允许的,也是企业里常见的状况。
正是因为流程工厂的停机连带性损失很突出,其设备的管理就更加重要。保证其安全、平稳、长周期运行, 对企业效率的提升就更加明显。
为了把流程设备的停机减少到最低限度,结合多数流程现场实际,我们常常会给出以下的设计方案。
(1)运用“机会维修”概念,组织生产淡季和节、假日保养、检修
所谓的“机会维修”即不拘泥原来的维修计划,充分利用节、假日进行“红班”维修,或者利用生产淡季等待计划排产的空隙,进行全流程的检修和保养,使设备进入完好待命状态。设备管理部门在有规律的生产淡季或节、假日到来之前,就要做好检修保养的组织准备和后勤安排,使“机会维修”顺利实施。
(2)应用设备检测技术,做好预测、状态维修
对于适于振动监测、红外监测或油液分析诊断的流程设备,要积极引进这些先进手段和技术,及时预测隐患,把故障排除在潜在状态。这些技术引进的成本与故障停机损失相比常常是微不足道的。一些企业把状态监测和人工巡回点检结合起来,收到更好的效果。状态维修可以使非计划停机减少,避免故障的连锁反应,把损失降到最低。
(3)通过“总成”替换,降低全线停机机时
所谓的“总成”又称为组件、部件,即构成设备局部,相对独立、可以整体快速拆、装的部件。一些流程设备一旦停机,实施在线维修,往往因为位置不便、工况恶劣或者维修难度较大、停机维修时间较长,因而造成全线停机等待。一些企业的做法是将损坏的“总成”拆下,换上一个正常的“总成”。然后再对损坏的“总成”进行从容的修理。这样可以大大减少全线停机损失,同时还可以使损坏的“总成”得到精细、彻底的修复。
虽然以“总成”为单元的备件储存,占有流动资金较多,但与生产停机损失相比,也许是合算的。流程停机单位时间的损失越大,“总成”备件储存和替换维修方式就越经济。
实施“总成”维修的另一个条件是维修技术和维修队伍、人员培训。精良的维修技术、稳定的维修队伍是实施这一策略的基础。
(4)同步检修——流程内部的“机会维修”策略
所谓的同步检修就是当流程某一局部进行停机检修、保养之时,全流程各个线段全部进入保养、检修状态。这样,局部检修期间的时间可以得到充分利用,使维护功能得到最大限度的发挥。
同步检修的实施依赖于全员参与维修、保养活动的意识和规范。流程中停机检修的关键线段需要集中主要维修力量,进行高效处理解决。其他部分的检修力量可能梧对薄弱,甚至出现检修空缺。因此,全员的参与、维修技术和普及、淡化边界的分工协作就显得十分重要。
(5)实施“批处理“,扩大同步检修战果
“批处理”是计算机术语,即同时整批处理某类问题。这里指的是在同步检修期间对各线段所有遗留问题、故障隐患进行集中、批量解决。“批处理”的管理依赖于日常点检中的“批处理”隐患发现和反馈表格,其形式见表28-1。
表28-1 “批处理”隐患发现和反馈表
| 流程部位名称 |
|
日期 |
设备部件 |
故障隐患描述 |
预测后果 |
点检人 |
处理结果 |
处理方式 |
处理日期 |
处理人 |
遗留未处理理由 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
审核 |
|
批处理日期 |
|
备注:每次批处理后应更换新表,这次未处理的隐患应转填入新表 |
通过以上方式的管理,可以在同步检修期间,在对重点线段检修的同时,处理和解决日常点检中发现且己经记录在案,但无瑕或者不便处理的所有小故障隐患。
(6)统计停机对利用率的影晌, 按照主次图把握检修重点
企业平时应做好各线段原因造成的停机机时统计,依据各个线段停机对利用率的影响大小排序,画出主次图。今后应该把主要检修力量和保养重心,放到对流程利用率影响最大的前两位线段或部分设备上,遵循帕雷托80/20分布率规则,尽最大努力减少这些部位的故障停机,整个流程停机损失就会明显降低。
按照以上所描述的维修模式组合设计,流程设备维修管理的总体框架如图28-1所示。
流程性企业的工厂经理特别需要了解这一节所涉及的内容。因为领导不是靠拍脑袋、拍胸脯来指挥工厂的运行,而必须运用科学的分析和科学手段来保证工厂效率的提升,减少损失。
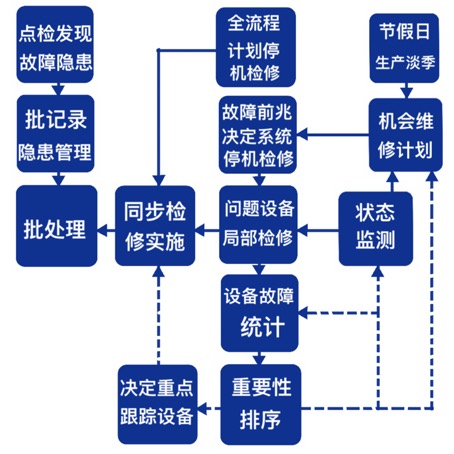
图28-1 流程设备维修管理总体框架
返回目录