《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第四章 特殊钢桶国家标准
第三节 固碱包装钢桶
4 要求
4.1 结构尺寸
4.1.1 固碱桶的形状和结构见图1。
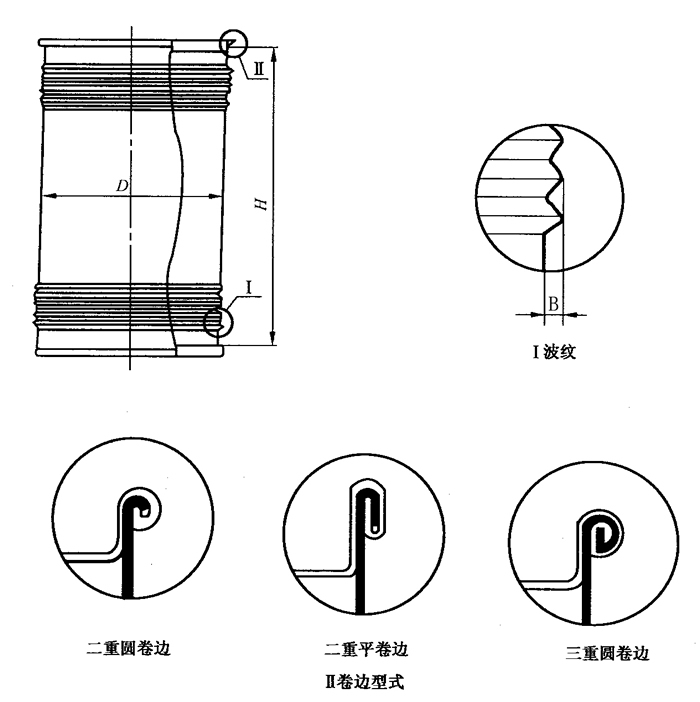
图1 固碱桶的形状和结构
4.1.2 固碱桶的容量和结构尺寸应符合表1的规定。
表1 固碱桶的容量和结构尺寸
| 类别 |
标称容积/L |
实际容积/L |
内径D/mm |
内高H/mm |
注入口直径d/mm |
波纹高B/mm |
钢板厚度δ/mm |
尺寸 |
极限偏差 |
尺寸 |
极限偏差 |
尺寸 |
极限偏差 |
尺寸 |
极限偏差 |
1 |
110 |
113 |
440 |
+3 |
745 |
±5 |
110 |
+2 |
3 |
±1 |
0.4~0.5 |
2 |
110 |
114 |
410 |
+3 |
880 |
±5 |
115 |
+2 |
3 |
±1 |
4.1.3 桶身型式
可根据供需要求分为两种:
——A型:波纹;
——B型:环筋。 |
【解读要点】
采用钢桶装固碱,一般灌装时固碱为高温液体,装入钢桶后冷却,凝固成固体。所以当钢桶到达使用部门时,取出都会将钢桶破坏,所以固碱桶是一次性使用的钢桶。因为固碱冷凝后不会变形,所以采用薄型钢板制造(0.4~0.5mm),钢桶由于内部固态货物的支撑,也不会使其强度增加,虽然薄但也不会产生变形问题。所以在生产中,对钢桶的卷边和焊缝的质量要求一般都不会太严格。
由于固碱高温热灌装,所以钢桶卷边一般都不需要密封胶,钢桶内外都不需要涂装。因为在高温下,密封胶和涂料都会失效。所以灌装后的钢桶表面都会因高温而产生发蓝氧化现象,在一定程度上也能防止表面进一步锈蚀。
标准中规定的两种内径钢桶,因为所装的货物重量一致(200kg)所以高度就产生了差异,为了保证其容量相近。只所以出现两种不同内径的规定,一是考虑钢板供应材料的尺寸情况,为了尽量的减少材料的浪费,提高材料利用率;二是考虑制桶厂家的设备工装的限制。
在实际生产中,供求双方协商后,往往采用通用中小桶标准内径进行生产,即标准GB/T 325.5中所规定的430mm和415mm两种,生产时为了保证110L的容量,适当调整内高。采用通用标准内径的好处,主要是能有效地减少工装模具的投入,从而降低生产成本。这样生产的钢桶,常常出现又细又高的外形,达不到标准钢桶的那种美观的比例。如图4-20所示为常见固碱桶的实物图。

图4-20 固碱桶盛装货物后的实物图
固碱桶的桶身有两种型式,即只有波纹或只有环筋,一般不提供既有环筋又有波纹的型式,因为液态灌装后冷凝,桶内货物形成固体整块,其桶身的强度远高于液体货物,所以对钢桶的桶身要求并不高。桶身上的环筋或波纹只是为了维持灌装前的钢桶强度,使其不至于在输送过程中变形。桶身形状如图4-21所示。

a)桶身为环筋的固碱桶

b)桶身为波纹的固碱桶
图4-21 不同型式的固碱桶实物图
返回目录

