《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第四章 特殊钢桶国家标准
第二节 重复性使用电石包装钢桶
A.2.2 封闭器(桶顶上部加固法)的外形和装配关系见图A.7和表A.2。
单位为毫米
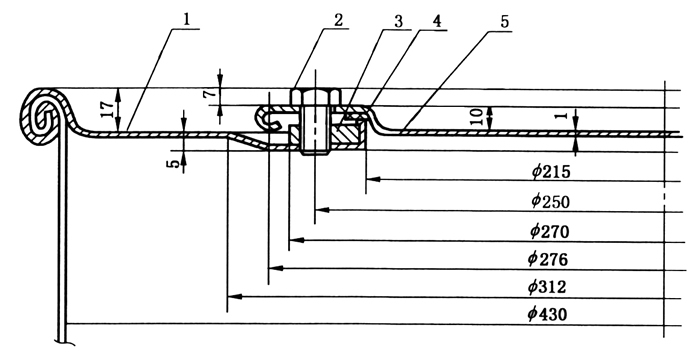
图A.7 封闭器外形和装配关系(桶顶上部加固)
序号 |
名称 |
规格 |
数量 |
材料 |
备注 |
1 |
桶口 |
φ215 |
1 |
AY2 |
在桶顶上冲压成形 |
2 |
直通安全装置 |
M10×20 |
4 |
A3 |
均布,与图A.5同 |
3 |
加固圈 |
φ270/φ217×8 |
1 |
A3 |
与桶口压合,点焊 |
4 |
O型密封圈 |
内φ215 |
1 |
软橡胶 |
- |
5 |
桶盖 |
- |
1 |
A3 |
- |
|
【解读要点】
与桶顶下部加固的结构不同的是,该封闭器的法兰(加固圈)置于桶顶的上部,桶顶冲孔翻边也是向上翻,压合装配也在上方。由于加固圈比较厚(8mm),所以该封闭器在运输中不易因变形而发生泄漏,另一方面,桶盖密封采用O形密封圈,且致于桶盖螺栓(直通安全装置)的内侧,密封圈受力比较集中,所以桶盖部分的密封较为严密。
但这种结构也有其缺点:由于螺栓连接处没有密封圈,所以螺栓间隙是引起渗漏的最大问题;加固圈(法兰)位于上部,使桶顶与桶盖被其隔开,而桶顶与加固圈之间的连接,仅靠点焊固定,在螺栓拧紧装配中桶顶与加固圈之间得不到有效的紧密配合,从而可能产生的渗漏也是个问题,而且桶顶与加固圈之间只靠点焊连接,势必影响其连接强度。
该封闭器的桶口压合、点焊加工,与图4-19的桶口压合点焊工艺过程相类似,只是方向不同而已。
标准中加固圈厚度为8mm,在实际应用中有些浪费,一般采用5mm厚的钢板即可。厚钢板的加固圈很难采用冲压的方式加工,不仅加工工艺复杂,生产效率低,而且材料成本也较高。
在实际应用中,桶顶上部加固这种型的封闭器应用非常少。国内常用的还是以桶顶下部加固的结构型式。
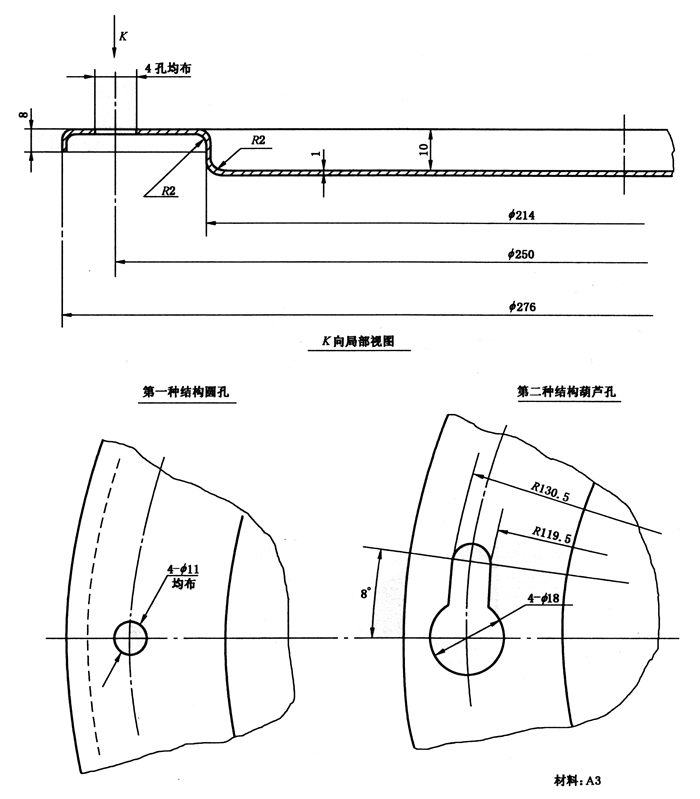
A.2.2.1 加固圈形状和尺寸应符合图A.8的规定。
单位为毫米
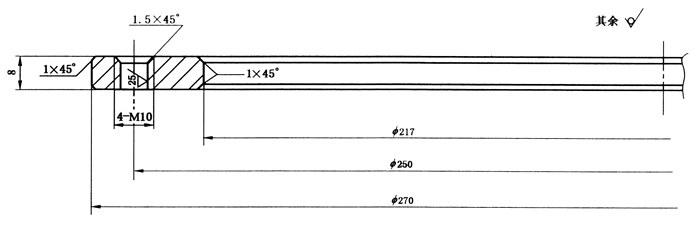
图A.8 加固圈
A.2.2.2 O形密封圈的形状和尺寸应符合图A.9的规定。
单位为毫米
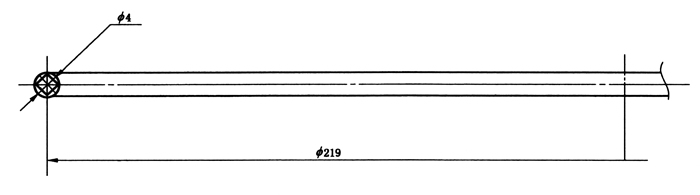
图A.9 O形密封圈
A.2.2.3 桶盖的形状和尺寸应符合图A.10或图A.11的规定。
单位为毫米
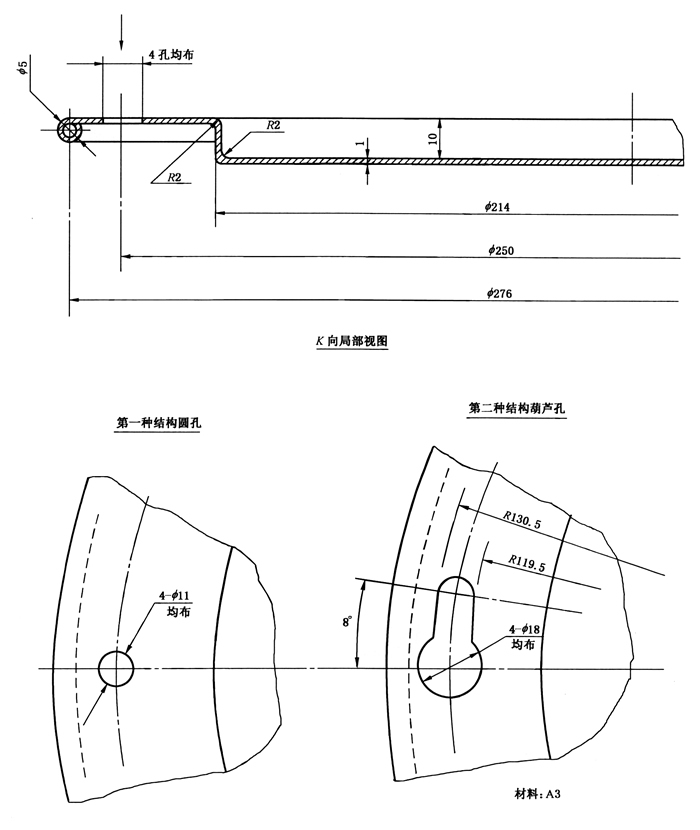
图A.10 桶盖(Ⅰ)
单位为毫米
图A.11 桶盖(Ⅱ) |
【解读要点】
加固圈因厚度为8mm,所以此零件适合采用车床加工,不适合采用钢板冲压加工。冲压加工也达不到标准图中的尺寸要求。如果将材料厚度降到5mm,成本会大大降低。
O形密封圈的尺寸为非标准O形圈,不能选用标准件,只能专门加工。材料选用合成橡胶或天然橡胶均可。
Ⅰ型桶盖与Ⅱ型桶盖没有本质的区别,只是桶盖边缘的形状不同。Ⅰ型为卷管,Ⅱ型为翻边,使用效果都差不多,Ⅰ型稍为美观一些,Ⅱ型节省材料。
返回目录

