《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第四章 特殊钢桶国家标准
第一节 一次性使用电石包装钢桶
A.2.1.1 排气孔、充氮孔结构应符合图A.2的规定。
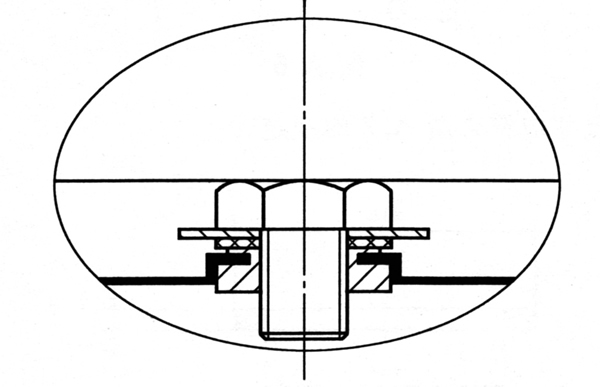
图A.2
A.2.1.2 排气孔、充氮孔、螺母装配前的形状和尺寸按图A.3的规定。
单位为毫米
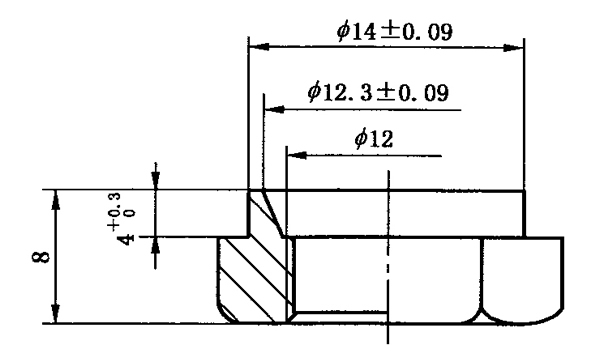
图A.3 |
【解读要点】
螺栓装配时,首先在螺栓4根部先套上钢质垫圈3,再在垫圈上套上密封垫圈2,然后再将螺栓拧于螺母5中(零件号参照本标准表A.1)。安装密封垫圈2的目的是为了封密,使螺栓与螺母的装配不致漏气;安装钢质垫圈3的目的,是防止螺栓拧紧时因摩擦造成密封垫圈2损坏,拧紧螺栓时,垫圈3与密封垫圈2之间保持静止不动,螺栓拧紧的摩擦被转移到螺栓与钢质垫圈之间。
螺母一般是采用普通标准的六角螺母进行再加工实现的,将螺母的一端加工成如图A.3的结构即可。安装时,先在桶顶充氮孔和排气孔处充孔拉深,充孔的直径是刚好将螺母上的直径为φ14±0.09台阶能插进去。拉深则要将孔的四周进行拉深,深度是要能安装进螺母插进孔中剩余的高度,形状则是六边形。这个结构类似于闭口钢桶封闭器法兰安装结构。螺母安装时,先在螺母上套上密封衬圈,再将螺母插入孔中(即放入拉深的六方中),然后在压力机下用冲压模具对螺母进行翻边锁合,其锁合原理与闭口钢桶的封闭器法兰锁合原理相同。拉深的六方凹槽中放嵌入六方螺母,有效地阻止螺母相对桶顶的转动。其装配工艺过程如图4-12所示。
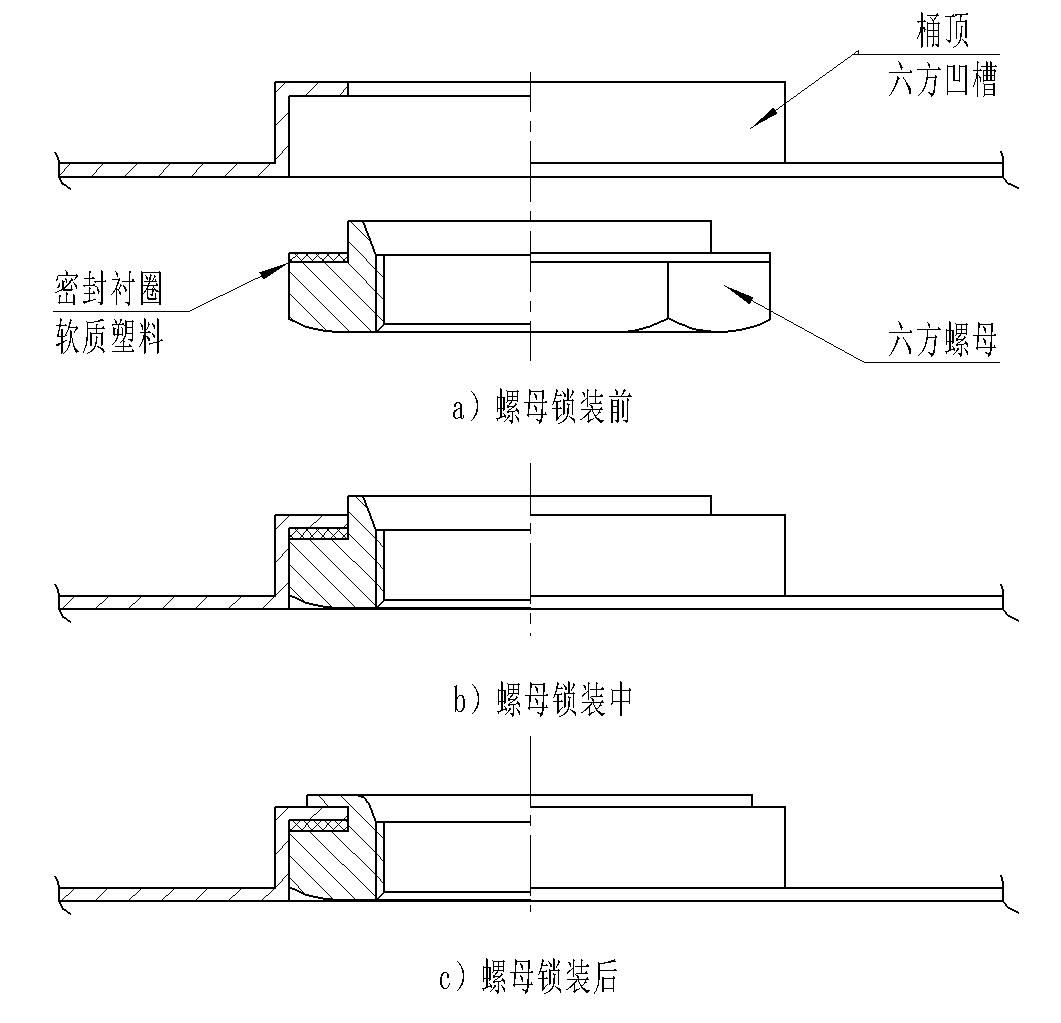
图4-12 充氮孔、排气孔螺母装配工艺过程
返回目录

