《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第四章 特殊钢桶国家标准
第一节 一次性使用电石包装钢桶
3.5 性能试验要求
钢桶性能试验包括气密试验、跌落试验和堆码试验,性能试验要求见表2。
表2
| 性能试验项目 |
要求 |
气密试验 |
样品无渗漏 |
跌落试验 |
样品跌落后,当内外压力达到平衡后不渗漏,具有内涂(镀)层的容器,其涂(镀)层不得有龟裂、剥落 |
堆码试验 |
样品不破裂、不倒塌、无渗漏 |
4 试验方法
4.1 基本尺寸
以通用量具进行检验。
4.2 外观质量
采用手感、目测或通用量具检验。
4.3 漆膜附着力检验
按GB/T 325-2000规定的方法测定。
4.4 漆膜厚度
检验按GB/T 13452.2测定。 |
【解读要点】
在钢桶新标准GB/T 325.1中,已经取消了对漆膜厚度的要求。但在该电石桶标准中,对漆膜的厚度依然坚持,因为一次性使用的电石桶,其安全性比美观性更为重要。一般钢桶只要求漆膜有好的附着力就可以了,至于厚度,只要不露底就算达到标准了。但只是不露底的话,很容易造成划伤露底,一旦露底就极容易造成锈蚀。尤其在海运环境中,锈蚀更易进行。
该标准漆膜厚度要求不能小于0.02mm,这是最薄的要求。其厚度的检验方法是按照标准GB/T 13452.2进行测定的。标准中规定了机械法、重量分析法、光学法、磁性法、辐射法、光热法和声波法等十种不同的测量方法。
在国内外涂装工业中,目前用于测量漆膜厚度的仪器,最先进、最精确又最方便的,就是超声波测厚仪。超声波测厚仪是根据超声波脉冲反射原理来进行厚度测量的,当探头发射的超声波脉冲通过被测物体到达材料的分界面时,脉冲被反射回探头通过精确测量超声波在材料中传播的时间来确定被测材料的厚度。其测厚原理如图4-6所示(假设有三层不同的涂料)。测量时,将耦合剂涂敷至需要测定厚度的涂层上。将仪器探头面平放在涂层上。按仪器正常的操作方法操作,测定出结果。
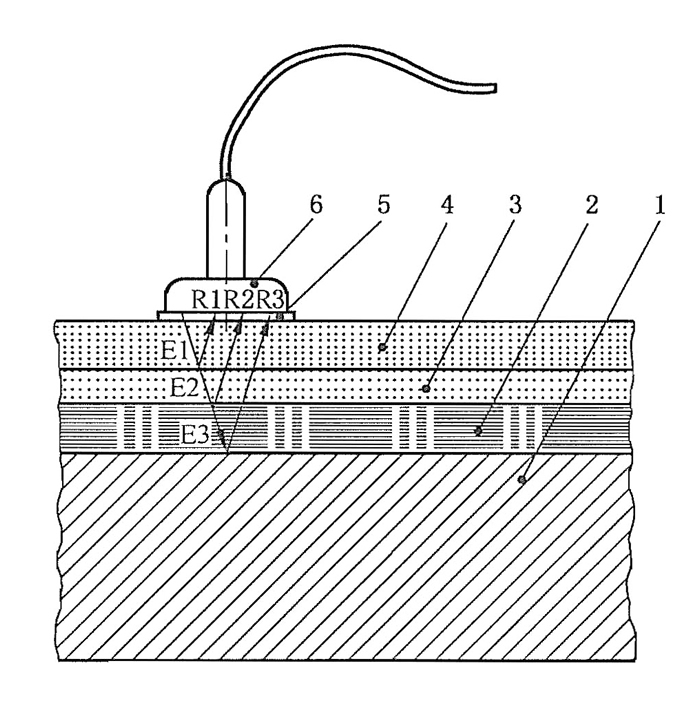
1-底材;2-涂层1;3-涂层2;4-涂层3;5-耦合剂;6-深头;E-渗透进涂层的脉冲;R-反射脉冲
图4-6 超声波测厚仪原理图
如图4-7是一种超声波测厚仪的实物外形图。

图4-7 超声波测厚仪
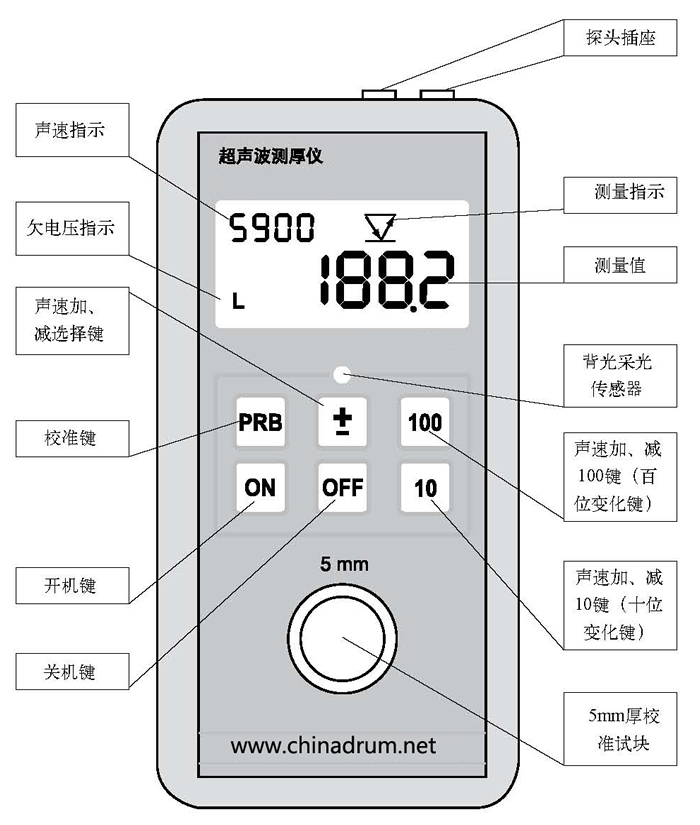
图4-8 超声波测厚仪操作面板
如图4-8所示为典型的超声波测厚仪操作面板示意图,其使用方法如下:
1、将电池放入仓内,将探头插入插座。
2、开机:按动开机键1~2秒,待显示屏显示“0.0”时,表示仪器即进入测量状态。
3、校准:将涂有耦合剂的探头置于仪器下端标准试块上,测得一厚度值,按动校准键,显示屏显示“5.0”,然后再将探头放在试块上看出数是否为5.0,如是5.0即校正完毕;如不是再重复一次。如测量钢板厚度即可测量。
4、声速设置方法:开机后,声速为5900m/s的声速,如测量钢板厚度可直接校准测量;若测量涂层厚度时,必须进行声速设置,方法如下:在设置声速前先在5900声速时校准仪器使之显示“5.0”后,再根据涂膜声速可按声速加减键,将其声速设置在你所需测量涂膜的声速值上。按“±”键,声速加或减;按“10”键声速加10或减10;按“100”键声速加100或减100。在声速5900m/s状态校正完毕后,再重新设置声速后不需要再校准,可直接测量,无论测何种材料均用仪器上的标准试块校准即可。
5、已知材料厚度测声速:首先完成校准工作,将探头置于已知厚度试块上按“10”、“100”、“±”键直到显示屏测量数据与已知厚度值相同时(允许误差范围内),此显示屏上的声速值就是所测材料的声速值。为更准确,应制作几个薄厚不同而材质相同的试样分别测其声速取平均值即可。
6、背光的使用:周围环境光线昏暗时,当探头与被测工件接触时背光灯亮。
7、仪器使用完后,应擦去探头及仪器上的耦合剂和污垢,保持仪器的清洁。
返回目录

