《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第三章 钢桶封闭器国家标准
第三节 非嵌入式闭口钢桶封闭器
4.2.3 顶压式封闭器
4.2.3.1 螺栓顶压式封闭器
螺栓顶压式封闭器见图11,由盖、三角圈、垫圈、三角、螺栓和螺母组成,其结构尺寸分别见图12、图13、图14和图15。
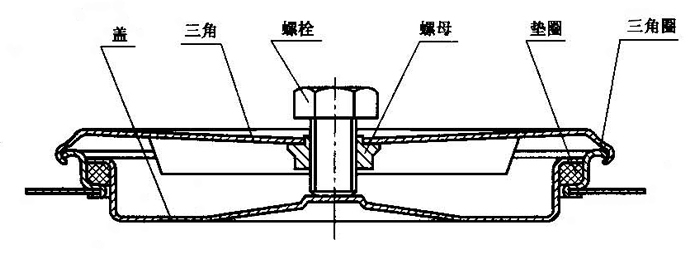
图11装配结构图
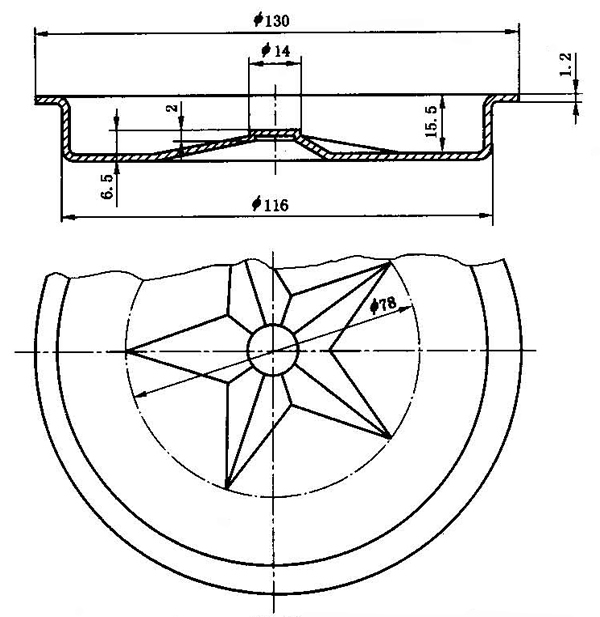
图12 盖
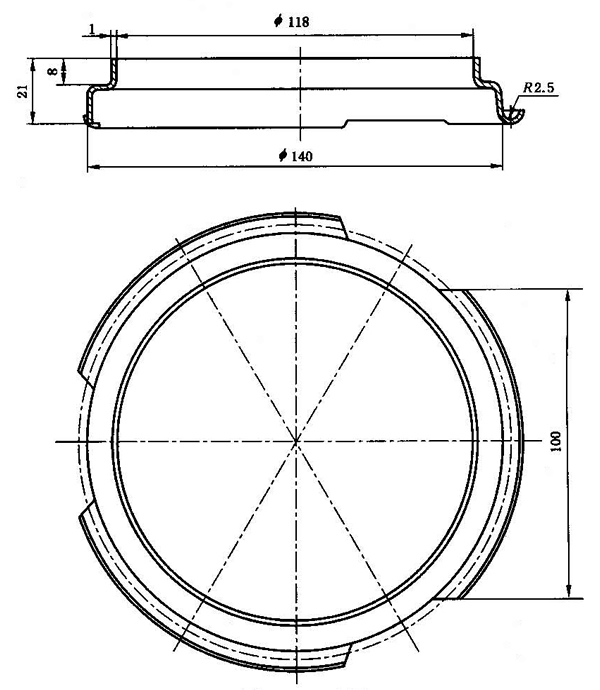
图13 三角圈
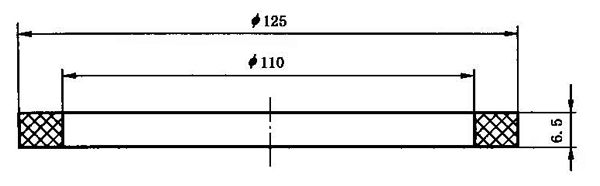
图14 垫圈
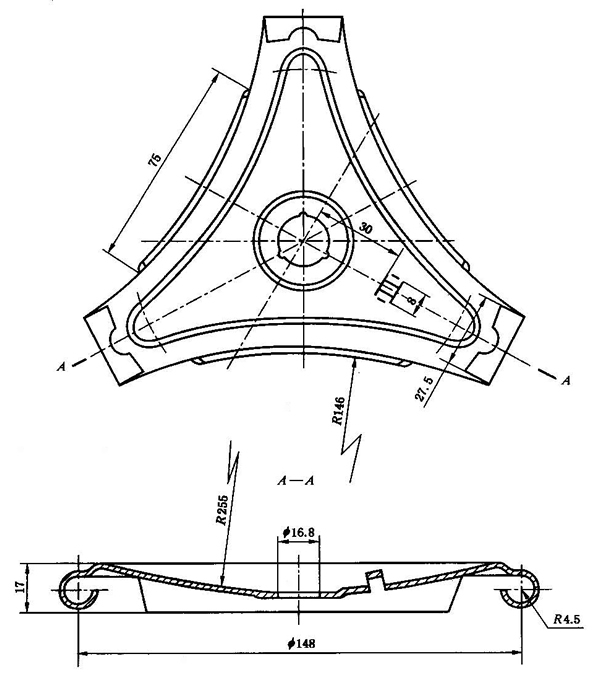
图15 三角 |
【解读要点】
螺栓顶压式封闭器常用于对密封有较高要求的半液态货物的包装,封闭器可以反复开启和封闭。常见应用于内销蜂蜜桶、果汁桶、乳胶桶等等。如图3-27为常见100升蜂蜜桶的实物图,图中有螺栓顶压式封闭器的三角圈和桶盖,而三角、螺栓等配件没有展示。
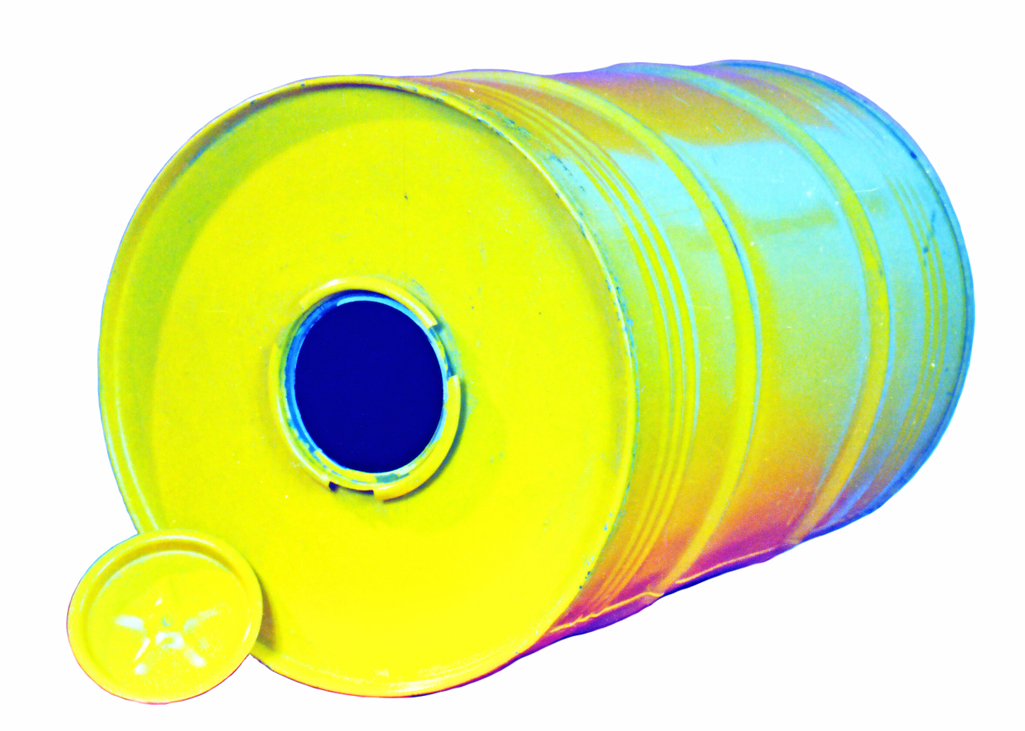
图3-27 螺栓顶压式封闭器的三角圈和桶盖
螺栓顶压式封闭器的制造工艺比较复杂,零件也较多,除了使用方便之外,其制造成本也比较高,所以目前使用范围较小,多数原采用该封闭器的钢桶都改用G4½嵌入式法兰封闭器。不过对于某些粘性货物的包装,可以反复开启和封闭的,应该首选螺栓顶压式封闭器,因为当螺纹上粘有粘性货物时,其使用方便性就会大大降低。
采用螺栓顶压式封闭器的钢桶,多数都是反复使用的,不是一次性使用的钢桶。比如用于内销蜂蜜包装桶,常会使用三次到六次以上,常用于蜂蜜的销售周转。
该封闭器制造工艺如下:
1、三角圈:
三角圈制造方法:三角圈有两种制造方法,一种是采用冷轧薄钢板进行冲压、拉伸、冲孔、翻边工艺制造;第二种方法是采用冷轧钢带进行缝焊(将条形钢带焊成管状圆筒)、缩颈、翻边工艺制造。从成本上讲,第二种方法比较节省材料,因为第一种方法中间冲孔会冲下直径约100mm的废料圆片,而第二种方法是没有废料的。
三角圈与桶顶的锁装:三角圈制作完成后,在桶顶中央冲一个直径120mm的圆孔,将三角圈的直边(内径118mm)插入桶顶圆孔中,然后用模具在压力机上将三角圈的直边向外扩开并压平。这样,就使三角圈牢牢地锁在了桶顶上,如标准图11所示桶顶与三角圈的装配关系。如果要达到较好的封闭效果,可在三角圈与桶顶锁装时,在锁装部位内侧涂上密封胶。
2、三角(三爪)
三角的制造可采用冷轧薄钢板在压力机上进行冲压成形。螺母可采用标准M12螺母在车床上进行加工,加工好后将螺母与三角采用凸焊或其它焊接方法装配在一起,焊接要牢固可靠,螺母不得相对三角转动。如标准图11所示螺母与三角的装配关系。
3、桶盖
桶盖采用冷轧薄钢板进行冲压拉伸成形。
4、封闭器的安装
1)先在桶盖上套装垫圈,将后把桶盖放入桶口三角圈内,位置如标准图11所示;
2)将三角(三爪)扣在三角圈上,把三角卡扣(半径为4.5mm的圆弧边)对准三角圈的缺口边缘,然后转动三角,使三角卡扣转入三角圈圆弧边(半径为2.5mm)内。三角与三角圈的装配关系如标准图11所示。
3)将螺栓拧入三角中央的螺母中,使螺栓头部顶在桶盖中央。拧紧螺栓后,螺栓会将桶盖牢牢地顶紧在桶顶三角圈上。装配关系如标准图3-11所示。
标准图15中,三角图上有一个尺寸为8mm的冲孔,这个孔的作用是为了在螺栓与三角这间打铅封,当螺栓拧动时,铅封就会被破坏,是防盗的意思。
返回目录

