《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第三章 钢桶封闭器国家标准
第三节 非嵌入式闭口钢桶封闭器
4.2.2.3 压塞型封闭器
压塞型封闭器由塞子和桶口组成,其结构、尺寸见图10和表12。
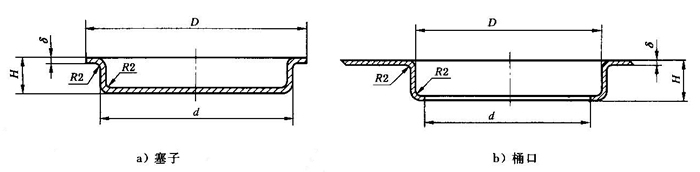
图10
表12
| 塞子 |
桶口 |
δ |
H |
D |
d |
D |
d |
H |
δ |
0.4 |
10.2 |
66.0 |
56
+0.12
+0.10
|
56
+0.02
0
|
52.0 |
11.0 |
0.4 |
0.5 |
10.3 |
66.0 |
56
+0.14
+0.12 |
56
+0.02
0
|
52.0 |
11.0 |
0.5 |
|
【解读要点】
压塞型封闭器在马口铁桶或小型钢桶上用途较为广泛,一般用于包装对密封要求不太严格的货物,如油漆、润滑脂、涂料等液态或半液态货物等。
由于桶塞和桶盖之间是直接压入的,有一定的过盈配合量(标准表12中所示塞子外径d和桶口内径D尺寸配合公差过盈0.10mm),所以塞子和桶口之间有一定的紧密度,一般运输环境下可抵抗一定强度的碰、摔,塞子不会脱落。当需要打开塞子时,要使用工具进行撬动才行。对于半液态或固态货物,压塞型封闭器足以满足其密封要求,而且开启较容易,生产成本也相对较低。
压塞型封闭器的关键尺寸是塞子的配合外径d和桶口的配合内径D。一般采用冲压模具在压力机上制造。但通常模具的精度不容易达到标准表12中规定的公差,所以这两个尺寸应该采取精密冲裁,对模具和压力机的精度要求都比较高,普通模具和压力机是达不到的。根据标准表12中的规定,当材料厚度为0.4mm时,最小过盈量为0.08mm,最大过盈量为0.10mm;当材料厚度为0.5mm时,最小过盈量为0.10mm,最大过盈量为0.14mm。实际生产的封闭器,如果实际过盈量小于标准规定的最小过盈量,则塞子和桶口配合太松,塞子容易掉落,失去了封闭的作用;如果实际过盈量大于标准规定的最大过盈量,则塞子和桶口配合太紧,可能造成塞子安装困难,塞子压不进桶口,或者压进桶口但不易开启,失去使用价值。
桶口加工时,都是直接在桶顶上进行冲孔拉伸成型。为了开启方便,也可以对塞子的外缘进行卷边处理。如图3-26为采用压塞型封闭器的马口铁方桶实物图。

图3-26 采用压塞型封闭器的方桶
返回目录

