《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第三章 钢桶封闭器国家标准
第二节 嵌入式法兰封闭器质量检验
附录A
(资料性附录)
桶塞扳手示意图
A.1 用于封闭器的桶塞扳手
用于封闭器的桶塞扳手的示例见图A.1、图A.2,规格尺寸见表A.1;G4½桶塞扳手按供需双方的要求。
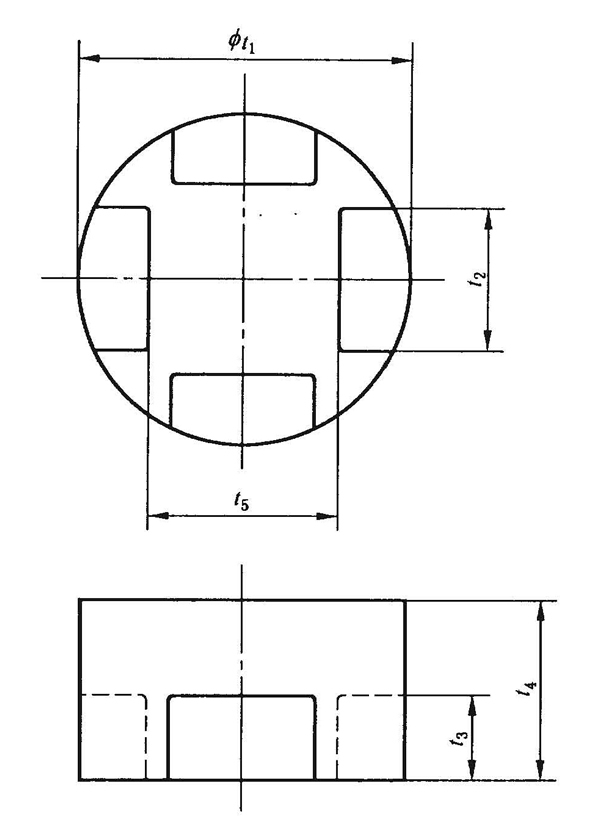
图A.1 桶塞扳手(用于G2)示意图
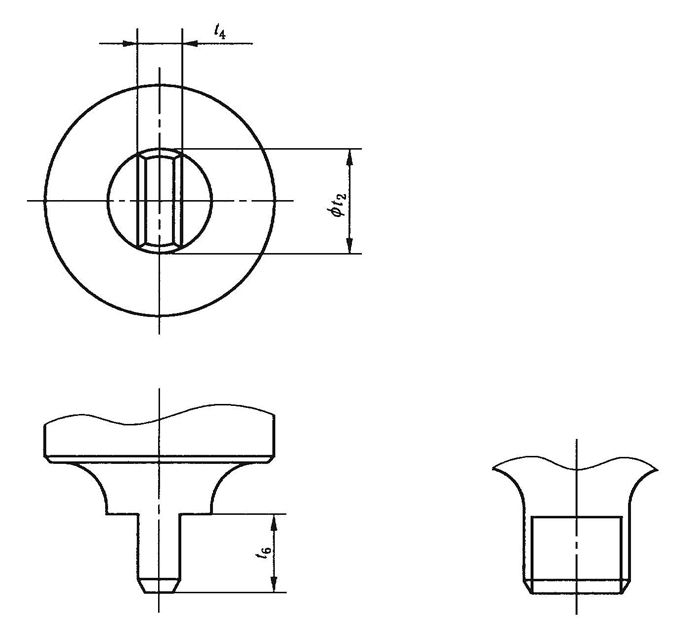
图A.2 桶塞扳手(用于G3/4)示意图
表A.1 桶塞扳手规格、尺寸
单位为毫米
| 规格 |
尺寸 |
t1±0.3 |
t2±0.2 |
t3±0.3 |
t4±0.2 |
t5±0.3 |
t6±0.3 |
G3/4 |
- |
15.8 |
- |
8.5 |
- |
10 |
G2 |
52 |
23 |
13 |
(28) |
30 |
28 |
|
【解读要点】
该标准中规定的是扳手头部(工作部分)的形状和尺寸。扳手头多采用钢材料制作,也有采用质地较软的铜材制造,为的是减少与桶塞之间的硬磨擦,使桶塞表面镀层(涂层)不致损伤。
扳手手柄结构可根据用户需求任意设计。一般来说,手柄越长时,使用起来越省力,这就是杠杆的原理。手动扳手多采用一个手柄,两端分别设置G2板手头和G3/4扳手头各一个,使用非常方便,如图3-20所示。使用时,先将扳手头塞进桶塞相应的凹槽中,然后转动扳手手柄进行操作。

图3-20 常见钢桶封闭器专用手动扳手
扳手有手动扳手、气动扳手、电动扳手等多种,各种扳手的工作效率不同,可根据生产速度选择使用。
A.2 在桶塞旋入法兰过程中,桶塞扳手与标定合格的扭力扳手配合,桶塞装配钢桶扭力值见表A.1。
表A.2 桶塞装配钢桶扭力值
| 项目 |
桶塞垫圈 |
G2 /(Nm) |
G3/4 /(Nm) |
G4½ /(Nm) |
钢桶制造出厂标准 |
合成橡胶 |
10~20 |
10~20 |
15~25 |
热塑性塑料 |
15~25 |
15~25 |
20~30 |
钢桶灌装出厂标准 |
合成橡胶 |
20~30 |
10~20 |
30~40 |
热塑性塑料 |
20~30 |
15~25 |
30~40 |
|
【解读要点】
制定桶塞装配扭力值的目的,大约有两个。其一是防止装配时扭力太大,致使桶塞垫圈被挤出或损坏,装配扭力太小时,垫圈未达到预期变形,又致使桶塞密封性能降低;其二是防止扳扣焊点在装配拧紧时因扭力太大而被损坏,致扳扣脱落。另一方面,扭力值也是检验桶塞扳扣点焊质量的重要参数。
钢桶制造厂出厂扭力标准一般比钢桶灌装厂的出厂扭力标准值要小一些,因为钢桶出厂时为空桶,未装内容物,不存在渗漏问题,只是防止异物不要落入桶内,以免造成桶内污染。而灌装厂出厂时,桶内已装有内容物,为了保证钢桶不渗漏,必须将桶塞拧紧,达到密封作用。所以,既使灌装时某些桶塞没有卸下来,灌装后,也要重新安装所有的桶塞,以达到表A.2中规定的钢桶灌装出厂标准。
桶塞的装配,可采用扭力扳手进行。装配时,当桶塞扭力扳手上显示的扭力值达到表A.2规定数值时,即可停止拧紧操作;当未达到表A.2规定数值时,应继续拧紧操作,直到扭力值达到规定要求为止。
塑料垫圈一般比橡胶垫圈扭力值也大一些,因为橡胶弹性好,易变形,扭力值太大小可能会被挤出桶塞;而塑料垫圈硬度较大,弹性较小,不易变形,可承受较大的扭力,另一方面,当扭力太小时,塑料垫圈达不到预期的变形,密封性便得不到保证。
扭力扳手也有多种型式,如手动扭力扳手,自动扭力扳手等等,可根据生产效率等具体情况选用。自动扭力扳手可将最大扭力数值预调至规定扭力数值,当装配桶塞时,扭力值达到规定值时即可自动停止拧紧工作。
返回目录

