《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第三章 钢桶封闭器国家标准
第二节 嵌入式法兰封闭器质量检验
7.6 螺纹
封闭器的桶塞螺纹大径及法兰螺纹小径用通用量具进行检验,其他参数用螺纹工作量规综合检测。螺纹工作量规的制造尺寸和允许偏差见附录B。 |
【解读要点】
封闭器的桶塞螺纹大径及法兰螺纹小径均可用游标卡尺进行测量检验,对于桶塞螺纹小径及法兰螺纹大径,测需要采用专用的螺纹工作量规来检测。如图3-19为螺纹工作量规实物图。螺纹工作量规有两种,一种是环规,一种是塞规,每种一般有通规和止规两类。环规是用来检验桶塞螺纹的,塞规是用来检验法兰螺纹的。
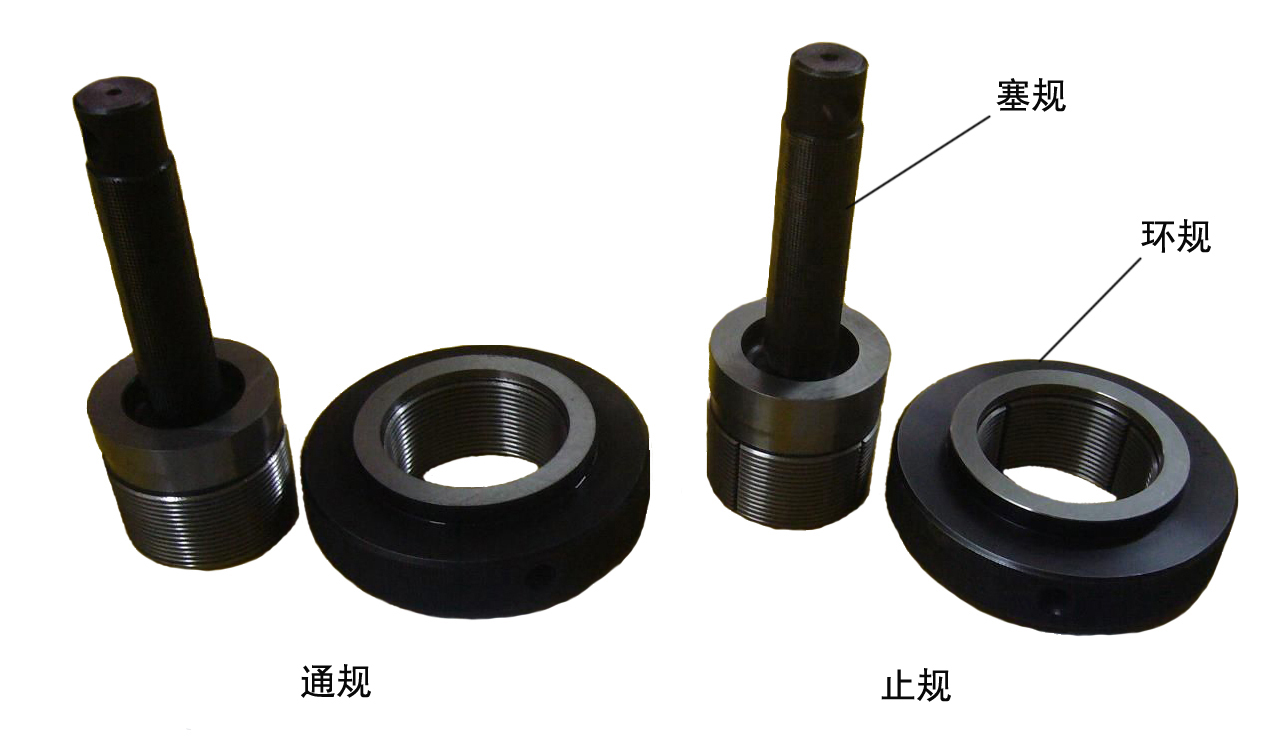
图3-19 螺纹校对规和工作量规
1、塞规的使用方法
(1)封闭器螺纹是多参数要素,有两类检测方法:综合检验和单项检验。
(2)综合检验就是塞规对影响螺纹互换性的几何参数偏差的综合结果进行检验。其中包括:使用螺纹塞规和止规分别对被测螺纹的作用中径(含底径)和单一中径进行检验;使用光滑极限塞规对被测螺纹的实际顶径进行检验。
(3)螺纹塞规通规模拟被测螺纹最大实体牙型,检查被测螺纹的作用中径是否超过其最大实体牙型的中径,并同时检验底径实际尺寸是否超过其最大实体尺寸。
(4)如果被测螺纹能够与螺纹通规旋合通过,且与螺纹止规不完全旋合通过(螺纹止规只允许与被测两段旋合,旋合量不得超过两个螺距),就表明被测螺纹的作用中径没有超过其最大实体牙型的中径,且单一中径没有超出其最小实体牙型的中径,那么就可以保证旋合性和连接强度,则被测螺纹中径合格。否则不合格。
(5)螺纹中径就是螺纹的公称直径,即螺纹“G*”里的*代表的数值,它是一个介于大径(外螺纹为牙顶直径,内螺纹为牙底直径)和小径(同大径含义相反)之间的一个直径。例如G2,即公称直径为2英?。
2、螺纹环规的使用方法
(1)通规使用时应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同,检验过程中首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大拇指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
(2)止规使用时注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同,检验过程中首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大拇指和食指转动环规,旋入螺纹在两个螺距之内为合格,否则判定为不合格品。
3、螺纹量规的维护与保养
(1)螺纹塞规、环规使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
(2)使用时轻拿轻放,以防止磕碰而损坏测量表面。
(3)严禁将量具作为切屑工具强制旋入螺纹,避免造成早期磨损。
(4)不要把两个量规的工作表面配合在一起保存(如塞规和环规套在一起),否则两个工作表面会相互胶合,加外力分开时会受到不必要的损伤。
(5)如果天气潮湿或隔一段时间才能使用时,擦干净后在涂上一层无酸凡士林或防锈油。保管量规的地方必须干燥。
(6)量规要定期检查,一般检查周期为6-12个月。
(7)不论是经常使用的量规还是不经常使用的量规,都要定期进行外部检查,看有没有损伤、锈蚀或变形。假如发现量规开始生锈,应及时放进汽油内浸泡一段时间,再取出仔细擦干净,并涂上防锈油。
(8)使用期间,要把量规放在适当的地方,如工具柜的台面上或机床不动部分的木垫板上,不要放在机床刀架上或机床导轨上,以免造成损坏。
返回目录

