《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第三章 钢桶封闭器国家标准
第二节 嵌入式法兰封闭器质量检验
本节对国家标准GB/T 13251-2008《包装 钢桶 嵌入式法兰封闭器》的试验方法、检验规则及标志、包装、运输、贮存等内容进行解读,并对标准的附录部分进行简要说明。
7 试验方法
7.1 结构尺寸、外观和装配质量
采用手感、目测和通用量具进行检验。
7.2 封闭器组合气密试验
按图8所示将试件压紧,通入压缩空气至规定值,在凹槽内注满清水,观察有无渗漏。
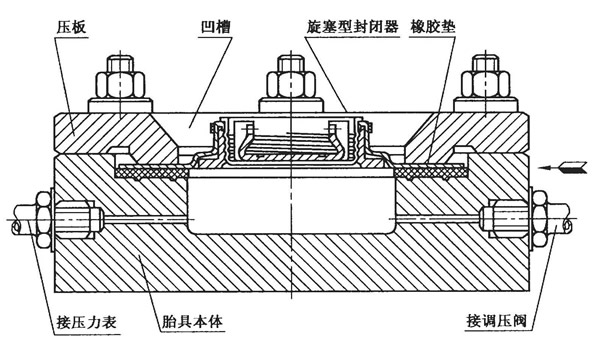
图8 封闭器组合气密、液压试验图示
7.3 封闭器组合液压试验
按图8所示将试件压紧,通入水。压力至规定值保持5mm,观察有无渗漏。 |
【解读要点】
标准7.2和7.3规定的气密试验和液压试验项目,封闭器生产企业要做,钢桶生产企业也要做,他们的试验目的各有不同。封闭器生产企业做这个试验,主要是为了检测法兰与桶塞的装配密封处是否存在渗漏,桶塞密封垫圈的密封效果,以及法兰衬圈的密封效果。而钢桶生产企业做这个试验,主要是为了检测法兰与桶顶锁装(压合)的质量情况,所以主要测试的是法兰与桶顶锁装圈边缝是否渗漏。
封闭器组合气压试验和液压试验,检测到渗漏时,渗漏的原因却有多种多样,有时并非一种原因,所以要认真分析和研究方能找到真正渗漏的问题所在。一般来说,封闭器组合试验的渗漏问题有如下几种,如表3-5所示。
表3-5 封闭器组合试验渗漏问题分析
| 序号 |
质量问题 |
原因分析 |
解决措施 |
1 |
法兰与桶塞装配部位渗漏 |
①桶塞垫圈质量不合格 |
①更换桶塞垫圈 |
②桶塞拧太紧,将垫圈挤出 |
②按照装配扭力标准拧紧桶塞 |
③桶塞拧得太松 |
③按照装配扭力标准拧紧桶塞 |
2 |
桶塞扳扣部位渗漏 |
扳扣点焊处击穿 |
调整扳扣点焊工艺和规范 |
3 |
桶塞螺丝部位渗漏 |
螺丝裂纹和断裂 |
调整桶塞滚丝设备名更换原材料 |
4 |
法兰与桶顶锁合部位渗漏 |
①锁装卷边尺寸超差 |
①调整或更换锁装模具 |
②锁装卷边处裂纹 |
②更换法兰原材料 |
③法兰衬圈质量不合格 |
③更换法兰衬圈 |
④锁装处衬圈预压力过小,锁装不到位 |
④调整锁装模具,使法兰与桶顶相对压紧 |
标准图8所示的试验装置,是封闭器专用的压力试验装置,结构较为简单,一般都是企业自己制造的,目前还没有专门生产这种试验装置的企业。所以各家制造的试验装置虽有区别,但结构尺寸上大同小异,基本都不影响试验的结果。一般来说,基本尺寸是试验样本的尺寸,其试验样本的直径为150mm左右为宜。如图3-16所示为试验样本实物图。
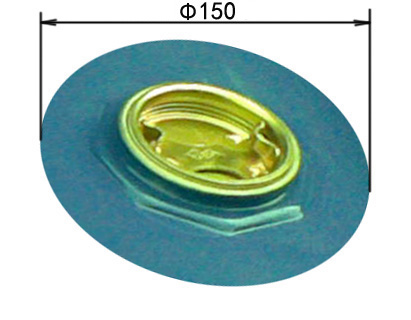
图3-16 封闭器组合试验样本
试验样本可以采用从桶顶上剪取的圆形试验样本,也可以采用圆形桶顶材料进行锁装的试验样本。样本的圆片边缘应无毛剌和塌角,表面平整,试验时应将压板上的螺栓拧紧,圆片四周不得漏气。
做气密试验时,在试验装置的凹槽中注入水,通上气之后,查看凹槽中的水有没有气泡冒出,如有气泡冒出,说明有渗漏。然后认真观察冒出气泡的部位,确定渗漏的位置。
做液压试验时,在试验装置中通入水,把凹槽中擦拭干净,不要有水迹,然后观察有无水从凹槽内渗漏出来,如有水渗漏出来,说明有渗漏。然后认真观察冒水的部位,确定渗漏的位置。
返回目录

