《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第三章 钢桶封闭器国家标准
第一节 嵌入式法兰封闭器技术要求
6.4.3 桶塞的结构和尺寸
G2四焊点桶塞、六焊点桶塞及G3/4二焊点桶塞见图3和表4。
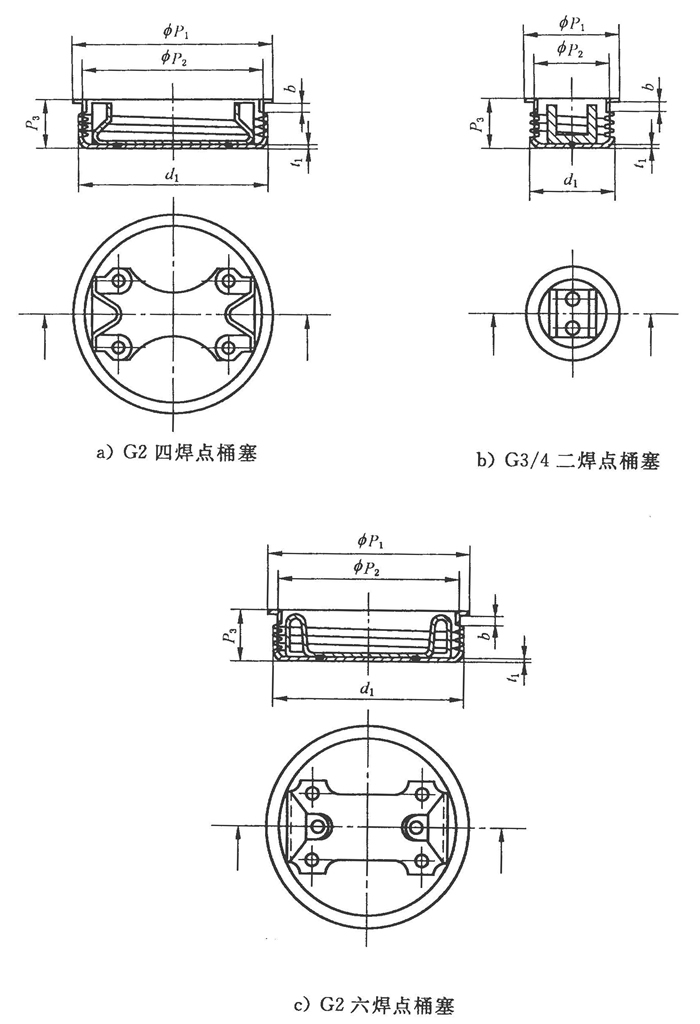
图3 桶塞结构
表4 桶塞规格尺寸
| 规格 |
P1 |
P2 |
P3 |
b |
t1 |
d1 |
G2 |
61.5±0.3 |
56.0±0.3 |
15.4±0.3 |
3.5±0.3 |
1.2 |
d1尺寸符合GB/T 7307 |
G3/4 |
28.4±0.3 |
22.9±0.3 |
13.6±0.3 |
3.2±0.3 |
1.2 |
G4½ |
127.0±0.3 |
114.7±0.3 |
18.0±0.3 |
4.1±0.3 |
1.2 |
|
【解读要点】
对于桶塞的基本结构和尺寸,图3和表4中都给出了严格的规定,表中的规定都是必须达到的标准尺寸,这也是桶塞最基本的尺寸要求。为了达到通用性和互换性的要求,这些尺寸是强制性的。
桶塞上的扳扣是用来接受扳手装卸桶塞用的,扳扣通常采用点焊或凸焊的方法与桶塞进行装配。G2桶塞常用的有四焊点桶塞和六点焊桶塞两种;G3/4桶塞的扳扣多采用两焊点桶塞;G4½桶塞的扳扣型式,标准中没有指定,但常见的为四焊点型式。图3-9为常见各种点焊扳扣的桶塞实物图。
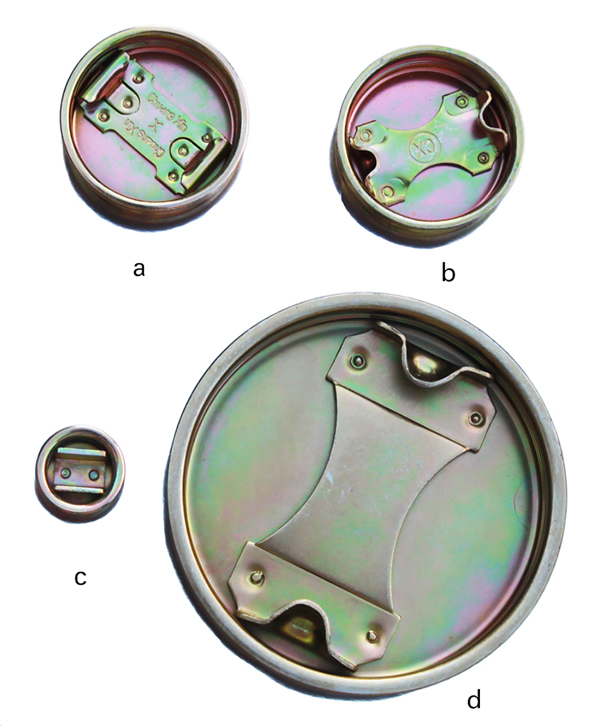
a-六焊点G2桶塞;b-四焊点G2桶塞;c-两焊点G3/4桶塞;d-四焊点G4½桶塞
图3-9 常见各种扳扣焊接型式的桶塞
在实际应用中,常会出现用扳手拧紧桶塞时,扳扣脱落的问题,这说明点焊不够牢固。为了提高扳扣焊点的强度,最好采用凸焊的方式焊接。凸焊是点焊的一种特殊的形式,它是利用在扳扣焊接面预制的凸点焊到桶塞上。因为是凸点接触,提高了单位面积上的电极压力与焊接电流,有利于焊接件表面氧化膜破裂与热量集中,减小了分流电流。采用多点凸焊,可以提高生产率和降低焊接部位的变形。在使用凸焊时,桶塞表面平整无压坑,电极寿命长。如图3-9中的各种桶塞均采用凸焊方法焊接,图中圆点部位即为凸焊的焊点。如图3-10为扳扣零件,其中突出的圆点即为凸焊的凸点。凸点直径约3mm,高度约1mm。
图3-10 扳扣零件
在有些桶塞的扳扣上,我们还可以看到设置有2mm的小孔,这是因为有些用户要求有防盗铅封口。当法兰与桶顶进行锁合时,在法兰与桶顶之间放置一个防盗环,法兰锁合后,防盗环被固定在中间。防盗环上有一环耳,当桶塞拧紧在法兰上后,可以采用钢丝穿过桶塞扳扣上的小孔和防盗环上的环耳,并打上铅封。桶盖打开后铅封会被破坏,不能恢复,从而起到防盗作用。六焊点G2桶塞可不用设置铅封小孔,因为六焊点桶塞在两个中间焊点处,其结构带有可穿过铅封钢丝的条孔。如图3-11所示。

图3-11 桶塞扳扣上的铅封孔
由于用途不同,市场上已出现了多种其他结构的桶塞,但其标准要求的基本尺寸都相同,保证了封闭器的互换性。
返回目录

