《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第三章 钢桶封闭器国家标准
第一节 嵌入式法兰封闭器技术要求
6.7 封盖
6.7.1 封盖结构和规格尺寸见图6和表7。
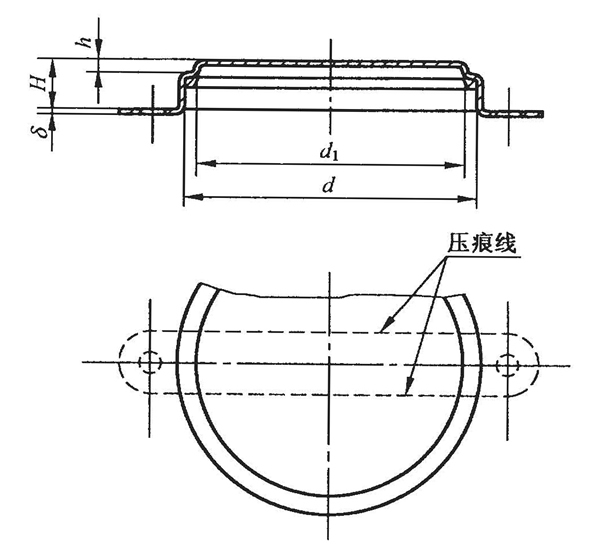
图6 封盖结构
表7 封盖规格尺寸(单位为毫米)
| 规格 |
d |
d1 |
H |
h |
δ |
G2 |
69.4 |
63.0 |
11.0 |
2.5 |
0.28 |
G3/4 |
34.7 |
30.0 |
9.0 |
1.5 |
0.28 |
|
【解读要点】
本标准中的封盖采用厚度为0.28mm的马口铁为原材料生产的,一般情况下,封盖外表面进行印铁加工,印铁图案多为钢桶用户的产品商标。实际应用中,也有采用塑料为原材料生产的封盖。
如标准图6所示,封盖内直径d1和直径d之间的凹槽内设置有密封垫圈,该垫圈多采用发泡橡胶,采用注胶后烘干的工艺制作的。如图3-14为常用的封盖实物图。

图3-14 标准封盖
图3-14中位于封盖两端的拉耳中设置有拉孔,其尺寸标准中没有给出,一般情况下,拉耳尺寸如表3-2所示。
表3-2 封盖拉耳尺寸(单位为毫米)
| 规格 |
G2 |
G3/4 |
拉孔直径 |
5 |
3 |
两拉孔距离 |
87 |
45 |
两条压痕线距离 |
15 |
10 |
拉耳长度 |
15 |
10 |
拉耳宽度 |
15 |
10 |
封盖的刻痕(刻线)是刻在封盖的内壁上,这一点与普通易拉盖不同。刻痕贯通左右拉耳两侧,当拉耳被拉起时,应该沿着刻线被撕开。封盖的启破力和全开力应有一定的范围。启破力指拉起拉耳,将拉耳沿着刻痕撕开的初始力;全开力是指将封盖全部拉开所需的拉开力。通常,封盖的启破力不宜低于16N,否则封盖使用的安全系数就会下降,易在搬运、运输过程出现破裂情况。同样,封盖的全开力也应确保在一定范围内,一般G2封盖全开力在45~65N之间。启破力、全开力均可用开启力测试仪检测。封盖的开启性能与刻痕余量、刻线形状的均匀性及所用的材料的硬度等直接相关。
刻痕的目的就是使盖体按预定的方向和开口大小而进行开启。通过挤压模和模砧对封盖表面的挤压变形形成沟状轮廓线。刻痕后的封盖痕槽最薄处的材料厚度称为刻痕的残余量。如果这个残余量太大,就不容易开启和撕拉;如果太小,很容易开启,却难以保证封盖的完整性和封盖的强度。为了保证刻痕质量,一般对刻痕模具要有严格的要求:
1、刻痕模工作面应是平直面,保证封盖金属在横向流动,如果压头部分的形状象刀一样,那么在进行刻痕时会产生劈剌作用;
2、压头表面的宽度必须是无急剧变化的平滑过渡,导致开启时刻痕撕离特定的位置;
3、压头的夹角应合理,不能阻碍封盖金属的流动,比较流行的夹角为50°;
4、刻痕砧表面应光滑如镜,以防止在刻痕时使封盖表面涂层破损,为了延长刻痕模的寿命,可以在模具表面镀钛。
如图3-15为刻痕形状。一般来讲,采用0.28mm马口铁制作的封盖,其刻痕的残余量A为0.13~0.16mm较为合适。
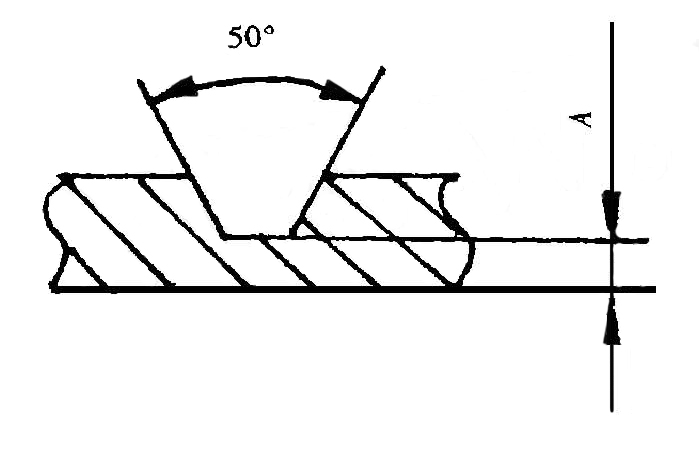
图3-15 封盖刻痕形状
返回目录

