《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第一章 钢桶通用国家标准
第六节 检验规则
8.1.1 出厂检验
8.1.1.1 出厂检验项目为6.1、6.2、6.3.1中的气密试验、6.3.2、6.3.3、6.3.4,按GB/T 2828.1正常检查一次抽样方案进行。
8.1.1.2 本部分6.1、6.2、6.3.2、6.3.3、6.3.4的检查水平为特殊检验水平S-3,接收质量限为6.5,抽样数和合格判定数见表4.
表4 抽样数和合格判定数
| 批量范围 |
正常一次抽样 |
检验水平为S-3,接收质量限(AQL)为6.5 |
样本数 |
合格判定数 |
不合格判定数 |
1~50 |
2 |
0 |
1 |
51~500 |
8 |
1 |
2 |
501~3 200 |
13 |
2 |
3 |
3 201~35 000 |
20 |
3 |
4 |
35 001~500 000 |
32 |
5 |
6 |
500 001以上 |
50 |
7 |
8 |
8.1.1.3 本部分6.3.1中的气密试验的检查水平为特殊检查水平S-1,合格质量水平为2.5,抽样数和合格判定数见表5。
表5 抽样数和合格判定数
| 批量范围 |
正常一次抽样 |
检验水平为S-1,接收质量限(AQL)为2.5 |
样本数 |
合格判定数 |
不合格判定数 |
1~∞ |
5 |
0 |
1 |
|
【解读要点】
判定一批产品是否合格,常用的有两种方法:
(1)对产品逐个进行检验,然后对每个产品作出判断合格与否的检验称为全数检验。
(2)从整批产品中抽出部分产品进行检验,通过检验这一部分产品的质量情况来判定整批产品质量是否合格,这种方法为抽样检验。
由于钢桶生产批量大,采用全数检验,检验人员的劳动强度大,容易使人疲劳,造成检验错判,而有的检验项目为破坏性试验,更不宜全检。生产厂所规定的全数检验是以生产过程检验作为最后完工检验,有一些项目实际也是抽样检验的。
抽样方案是指所使用的样本量和有关批接收准则的组合。本标准采用计数调整型抽样方法进行出厂检验。
抽样方案主要取决于三个因素,即接收质量限(AQL)、检验水平的等级、提交检查批的批量。 检验批、检验水平、接收质量限确定后,即可确定样本大小。样本大小的确定可根据生产厂的班产量,从标准中表4和表5查看所对应的“批量范围”。得出批量范围后,再从该表中查出批量范围所对应的抽取样本数。样本数确定后可采用随机抽样方法抽取样本,检验样本。
一、计数调整型抽样方法的形成
计数调整型抽样检验是当今国内外应用最广的一种检验方案。具有代表性的计数调整型抽样方案是美国军用标准MIL-105D(简称105D)。日本在105D的基础上,制定了日本工业标准,称为JIS 9015。1974年国际标准化组织(ISO)也在105D的基础上制定并颁布了ISO 2859国际标准。我国标准GB/T 2828,就是参照国际标准ISO 2859制定的。它适用于连续批的检验。
国际标准化组织(ISO)后又对ISO 2859标准作了重大修订,将该标准作为一个通称为《计数抽样检验程序》的系列标准的第一部分,即ISO 2589-1按接收质量限(AQL)检索的逐批检验抽样计划》,我国于2003年根据该标准发布了与此等同的GB/T 2828.1国家标准。
二、计数调整型抽样方案的基本特点
所谓调整型抽样方案,就是在验收过程中,不是采用固定的一种抽样方案,而是根据产品质量的变化,轮番地采用正常检验、加严检验和放宽检验这三个不同的抽样方案,通过转换规则连续组成一个完整的抽样体系。该方案一个显著特点,就是检验员(或使用方)可以根据已有的历史资料调整抽样方案的宽严程度。即在一般情况下,采用正常检验;经过初次或几批检验结果表明制造者提供的批质量变好时,转换到放宽检验;反之,当批质量变坏时,转换到加严检验;如果质量下降到某种规定程度时,就要停止检验,直至采取措施,确认质量有明显好转后,才能重新开始实行抽样检验。在调整型抽样方案中,正常检验体现了对生产方式的保护,加严检验体现了对使用方的保护。而放宽检验则是对提供优质产品在生产力的一种鼓励。三种方案转换如图1-31所示。
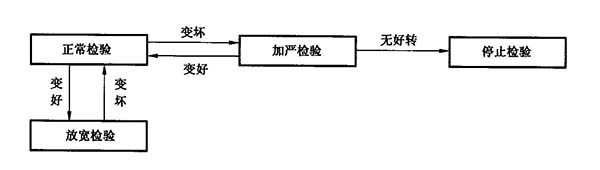
图1-31 调整型抽样方案相互转换示意图
调整型抽样方案的主要优点在于对产品质量具有较好的辨别能力。通过调整检验的宽严程度,能鼓励和促进生产方更好地关心提高产品质量,也为使用方择优选择产品提供了科学的依据。此外,还具有抽样数量少、检验费用低等优点。因此被广泛应用于原材料、工序检验、产品成品检验。原则上适用于连续批检验。
三、计数调整型抽样检验的使用方法
1、检验水平
检验水平标志着检验量。对于一般的使用,标准GB/T 2828.1给出了Ⅰ、Ⅱ和Ⅲ等3个一般检验水平。当要求鉴别力较低时可使用Ⅰ水平,当要求鉴别力较高时可使用Ⅲ水平。在标准中还给出了另外4个特殊检验水平S-1、S-2、S-3和S-4,可用于样本量必须相对地小而且能容许较大抽样风险的情形。
在些钢桶标准中,所有检验项目均为特殊检验水平。对普通项目的检验水平规定为S-3,较为宽松;气密试验检验水平规定为S-1,较为严格。因为气密性是钢桶最重要的质量指标,如果钢桶渗漏,将失去使用价值。
在每一检验水平下,按照标准规定,应运用转移规则来要求正常、加严和放宽检验。检验水平的选择与3种检验的严格度完全不同。因此
当在正常、加严和放宽检验间进行转移时,已规定的检验水平应保持不变。
2、接收质量限
接收质量限(AQL),是指当一个连续系列批被提交验收抽样时,可允许的最差过程平均质量水平。接收质量限是以不合格品百分数或每百单位产品不合格数表示的。
当为某个不合格或一组不合格指定一定规定的AQL值时,它表明如果水平(不合格品百分数或每百单位产品不合格数)不大于指定的AQL,抽样计划会接收绝大多数的提交批。所提供的抽样方案是这样安排的,对给定的AQL,在AQL外的接收概率依赖于样本数量,一般来讲,大样本的接收概率要高于小样本的接收概率。
AQL是抽样计划的一个参数,不应与描述制造过程操作水平的过程平均相混淆,在这个抽样系统下,为避免过多的批被拒收,要求过程平均比AQL更好。指定AQL并不意味着供方有权故意供应任何不合格品。
3、不合格的分类
在实际生产中,为了明确表述钢桶质量检验中的不合格项目,我们会列一个不合格分类表,如表1-20所示。根据抽样标准对产品质量特性进行不合格分类的要求,表1-20按钢桶质量特性对钢桶检验项目进行不合格分类。将钢桶出现不合格分类分为A类不合格(致命缺陷)、B类不合格(严重缺陷)和C类不合格(一般缺陷)。
表1-20 不合格分类表
| 序号 |
检验项目 |
A类不合格 |
B类不合格 |
C类不合格 |
1 |
桶内高 |
|
|
√ |
2 |
桶内径 |
|
|
√ |
3 |
环筋高 |
|
|
√ |
4 |
环筋间距 |
|
|
√ |
5 |
波纹高 |
|
|
√ |
6 |
桶顶底深 |
|
|
√ |
7 |
注入口中心至透气口中心距离 |
|
|
√ |
8 |
注入口中心至卷边内侧距离 |
|
|
√ |
9 |
卷管直径 |
|
|
√ |
10 |
缩径内径 |
|
|
√ |
11 |
桶盖配合外径 |
|
|
√ |
12 |
桶盖外径 |
|
|
√ |
13 |
桶盖深 |
|
|
√ |
14 |
桶盖边深 |
|
|
√ |
15 |
圆整、无毛剌、无铁舌 |
|
|
√ |
16 |
无机械损伤 |
|
|
√ |
17 |
无锈、无渣 |
|
|
√ |
18 |
漆膜平整、光滑 |
|
|
√ |
19 |
漆膜无起皱、无流淌 |
|
|
√ |
20 |
锌层无起层、无起泡 |
|
|
√ |
21 |
焊缝 |
|
√ |
|
22 |
漆膜附着力 |
|
√ |
|
23 |
锌层厚度 |
|
√ |
|
24 |
封闭器互换性 |
|
√ |
|
25 |
气密试验 |
√ |
|
|
26 |
液压试验 |
√ |
|
|
27 |
跌落试验 |
√ |
|
|
28 |
堆码试验 |
√ |
|
|
返回目录

