《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第一章 钢桶通用国家标准
第五节 试验方法
7.7 表面保护层质量检验
7.7.1 涂膜附着力按GB/T 9286进行。 |
【解读要点】
涂膜附着力试验适用于对钢桶内外表面的油漆和特种涂料的涂膜附着力试验。不适用于粉末涂装的涂膜附着力试验及覆膜钢板的附着力试验。
一、试验设备
1、切割工具
确保切割刀具有规定的形状和刀刃情况良好是特别重要的。
(1)下面列出一些适宜的切割工具,如图1-26中的a)和b)所示:
a)单刃切割的刀刃为20°~30°,以及其他尺寸,如图1-26a)规定。
b)六个切割刀的多刃切割刀具,刀刃间隔为1mm,如图1-26b)规定。
在所有情况下,单刃切割切具都是优先选用的刀具,即适用于各种涂层。多刃刀具不适用于厚涂层或坚硬涂层。
(2)上述规定的刀具适用于手工操作,这是较常用的方法。刀具也可以安装在获得更均匀切割的马达驱动的仪器上,应用仪器的操作程序应由有关双方商定。如图1-27为常用的漆膜划格仪(百格刀)。
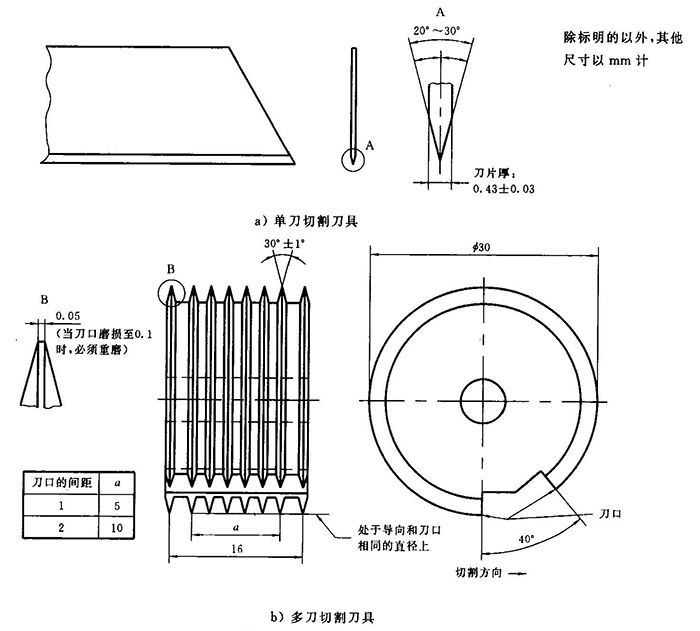
图1-26 附着力测量的切割刀具

图1-27 漆膜划格仪(百格刀)实物图
2、导向和刀刃间隔装置
为了把间隔切割得正确,当用单刃切割刀具时,需要一系列导向和刀刃间隔装置,一个适用的装置如图1-28所示。
3、软毛刷
4、透明的压敏胶粘带
采用的胶粘带,宽25mm,粘着力(10±1)N/25mm或双方商定。
5、目视放大镜
手把式的,放大倍数为2倍或3倍。
二、操作步骤
1、基本规则
(1)试验条件和试验的次数
在试验样品桶上至少进行三个不同位置试验。如果三次结果不一致,差值超过一个单位等级,在三个以上不同位置重复上述试验,必要的话,则另用样品,并记下所有的试验结果。
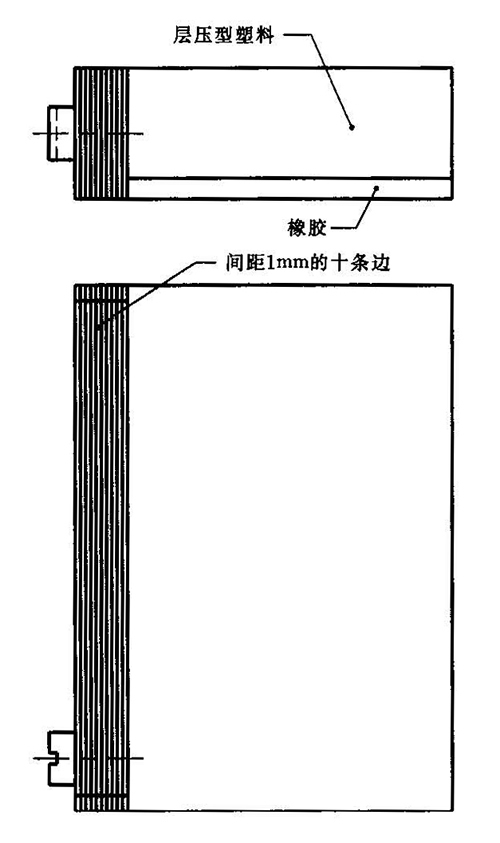
图1-28 刀口间距顺序
(2)样品的状态调节
除另有规定,在试验前,样品桶应在干澡环境中至少放置16h。
(3)切割数
切割图形每个方向的切割数应是6。
(4)切割的间距
每个方向切割的间距应相等,且切割的间距为1mm。
2、用手工法切割涂层
(1)将样品桶放置在水平稳定的地面上,以防在试验过程中样品桶产生晃动。
(2)按下述规定的程序完成手工切割。试验前,检查刀具的切割刀刃,并通过磨刃或更换刀片使其保持良好的状态。
(3)握住切割刀具,使刀垂直于样品桶表面,对切割刀具均匀施力,并采用适宜的间距导向装置,用均匀的切割速率在涂层上形成规定的切割数。所有切割都应划透至钢板表面。如果不可能做到切透至钢板表面是由于涂层太硬而造成的,则表明试验无效,并如实记录。
(4)重复上述操作,再作相同数量的平行切割线,与原先切割线成90°角相交,以形成网格图形。
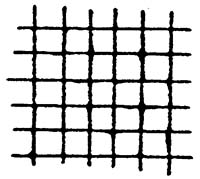
(5)用毛刷沿网格图形每一条对角线,轻轻地向后扫几次,再向前扫几次。
(6)按均匀的速度拉出一段胶粘带,除去最前面的一段,然后剪下长约75mm的胶粘带。把该胶粘带的中心点放在网格上方,方向与一组切割线平行,如图1-29所示,然后用手指把胶粘带在网格区上方的部位压平,胶粘带长度至少超过网格20mm。为了确保胶粘带与涂层接触良好,用手指尖用力蹭胶粘带。透过胶粘带看到的涂层颜色全面接触是有效的显示。在贴上胶粘带5min内,拿住胶粘带悬空的一端,并在尽可能接近60°的角度,在0.5~1.0s内平稳地撕离胶粘带(见图1-29)。
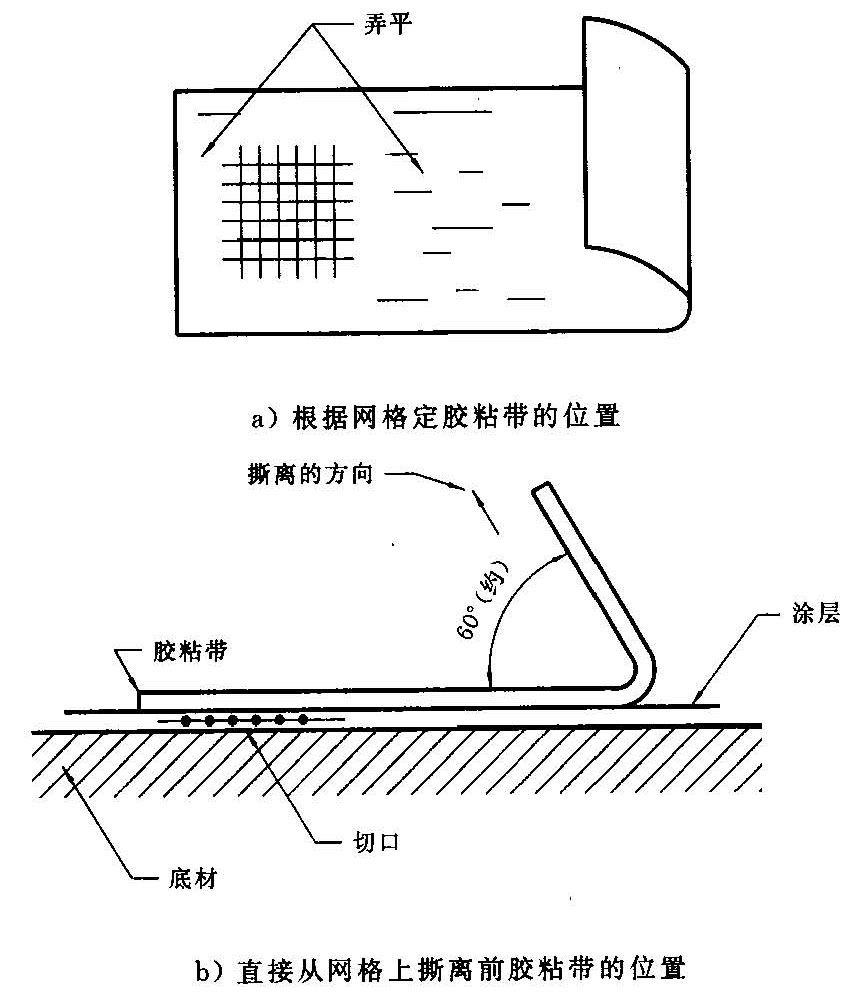
图1-29 胶粘带的定位
三、结果的表示
1、撕离胶粘带后立即进行结果评定。
2、在良好的照明环境中,用正常的或校正过的视力,或经有关双方商定,用目视放大镜仔细检查试验涂层的切割区。在观察过程中,转动样品桶,以使试验面的观察和照明不局限在一个方向。以类似方式检查胶粘带也是有效的。
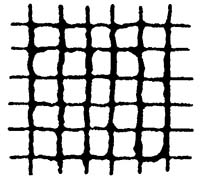
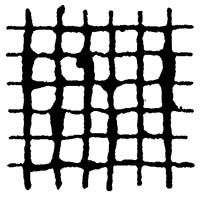
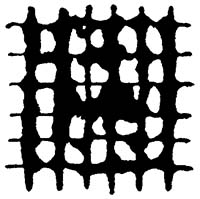
3、按表1-19通过与图示比较,将试验面进行分级。
表1-19 涂层附着力试验结果分级
| 分级 |
说明 |
发生脱落的十字交叉切割区的表面外观 |
0 |
切割切缘完全平滑,无一格脱落 |
|
1 |
在切口交叉处有少许涂层脱落,但交叉切割面积受影响不大能明显大于5% |
|
2 |
在切口交叉处和(或)沿切口边缘有涂层脱落,受影响的交叉切割面积明显大于5%,但不能明显大于15% |
|
3 |
涂层沿切割边缘部分或全部以大碎片脱落,和(或)在格子不同部位上部分或全部剥落,受影响的交叉切割面积明显大于15%,但不能明显大于35% |
|
4 |
涂层沿切割边缘大碎片剥落,和(或)一些方格部分或全部出现脱落。爱影响的交叉切割面积明显大于35%,但不能明显大于65% |
|
5 |
剥落的程度超过4级 |
- |
表中给出了六个级别的分级。对于钢桶的涂层要求,标准规定为不低于2级。
7.7.2 锌层厚度按GB/T 4956的规定进行。 |
【解读要点】
本标准试验采用磁性测厚的方法测量钢桶表面的锌层厚度。
一、试验原理
磁性测厚仪测量永久磁铁和基体金属之间的磁引力,该磁引力受到覆盖层存在的影响;或者测量穿过覆盖层与基体金属的磁通路的磁阻。
二、仪器的校准
每台仪器在使用前,都应按制造商说明用一些适当的校准片进行校准;或采用比较法进行校准,即从这些标准片中选出一种对其进行磁性法测厚,同时对其采用涉及该特定覆盖层的有关国家标准所规定的方法测厚,然后将测得的数据进行比较。对于不能校准的仪器,其与名义值的偏差应通过与校准标准片的比较来确定,而且所有的测量都要将这个偏差考虑进去。
标准片一般采用有覆盖层的标准片,他是由基体金属以及基体金属牢固结合的厚度已知而且均匀的覆盖层组成。标准片的校准,可将从无覆盖层的样准标准片的基体金属上得到的读数与从无覆盖层的试样上得到的读数作比较,以确认校准标准片的适用性。
三、测量程序
遵照制造商的说明去操作每台仪器。在每次仪器投入使用时,以及在使用中每隔一定时间,都要在测量现场对仪器的校准进行核对,以保证仪器的性能正常。测量时,不要在靠近焊缝、卷边边缘、弯曲的波纹和环筋等处进行测量;也尽量不要在圆弧形的桶身上进行测量。由于仪器的正常波动性,因而有必要在每一测量面内取多个读数。覆盖层厚度的局部差异可能也要求在参比面内进行多次测量。
在测量前,应除去试样表面上的任何外来物质,如灰尘、油脂和腐蚀产物等;但不能除去任何覆盖层材料(锌层)。在测量时,应避开存在难于除去的明显缺陷,如焊接缝、氧化物等部位。
测量的结果可能取决于操作者的技巧。例如,施加在测头上的压力或在磁体上施加平衡力的速率将会因人而异。应由实施测量的同一操作者来对仪器作校准,或使用恒定压力测头,这些措施能减少或最大限度地降低这类影响。在某些场合,若不采用恒定压力测头,则极力推荐使用测量架。
如图1-30为涂层厚度测量实例。

图1-30 涂层厚度测量实例
返回目录

