《钢桶包装标准应用指南》
编著/杨文亮 辛巧娟
印刷工业出版社
第一章 钢桶通用国家标准
第五节 试验方法
7.2 气密试验
闭口钢桶按照GB/T 17344 进行试验,试验条件见表2,检查样桶有无渗漏。 |
【解读要点】
标准中规定的气密性试验是检验钢桶密封性能的一种方法。气密性试验是钢桶生产过程中需要全数检验的项目,一般要求漏检率不超过1‰,在实际试验中,目前常见的有标准试验方法、常规试验方法和氦质谱试验方法等几种。
一、标准的气密性试验方法
1、试验原理
本试验是把钢桶充气至预定压力,将其浸没于水中或涂一薄层规定的液体。通过检查有无气泡产生而判定样品有无渗漏。
2、试验设备
(1)可提供10kPa~30kPa压缩空气的压力气源。
(2)压力表其量程为0kPa~100kPa,分度值为1kPa,精度2级。
(3)U型管。
(4)水槽。
(5)盛装检测溶液的器皿和刷涂工具。
3、试验步骤
(1)试样制备
进气孔位置应设置在下列位置之一:①设在封闭器上;②在桶体或桶底上开孔;③设在可替代封闭器并确保密封的专门装置上。
(2)装好钢桶封闭器,任意放置,不得使用任何外加固装置。
(3)对钢桶充气至规定气压。
(4)将钢桶完全浸没在水槽中,观察有无气泡产生或在钢桶外表面刷涂检测溶液观察是否产生气泡。
(5)试验持续时间为5min。
(6)应确定气泡是否为钢桶外部结构携带空气所产生。
标准的试验方法一般用于对钢桶进行型式试验时进行,因为这种试验方法效率比较低,不适合生产过程中的试验。一般钢桶生产线的生产速度为6~10只/分钟,而标准的试验方法要求持续5分钟,另外要把进气孔设在封闭器上,试验过程也比较费时间。如图1-19所示为标准试验方法示意图。
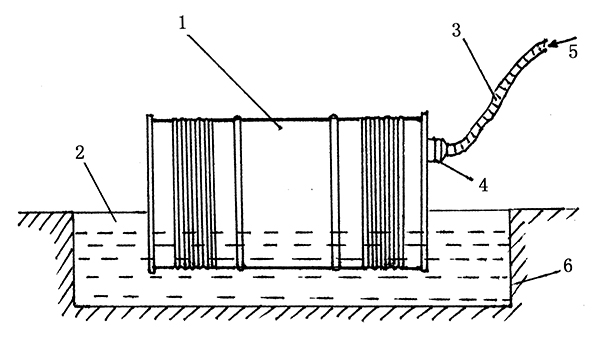
1-钢桶;2-清水;3-U型输气管;4-封闭器;5-压缩空气;6-水池
图1-19 标准气密试验方法
在生产过程中进行的气密性试验,多采用常规试验方法来进行,而标准的试验方法一般是作为抽样检验来进行的。
二、常规的气密性试验方法
常规的气密性试验方法的原理与标准的气密性试验方法是一致的,只是为了提高试验效率,对标准的试验方法进行了适当的修改。
一般制桶企业,在钢桶生产线上都会安装一台试漏机,该试漏机是由两个夹盘、支架、汽缸等组成,如图1-20所示为常规钢桶气密试验方法示意图。
它采用气动控制,先将钢桶滚上试验机两夹盘中间,然后踩动气压开关使夹桶气缸9动作,通过杠杆10推动夹盘顶杆11把钢桶夹于两盘之间。然后压缩空气由输气管1进入桶内达到预定压力,再用皂液喷于钢桶接缝处观察是否冒出气泡。试验完后再踩动气动开关,使夹桶气缸9返回带动两盘分离,同时卸桶气缸8动作,将钢桶从试验机上推下进入下道工序。调节手轮5可以改变两盘间距,以适应不同大小的钢桶进行试验。在试验过程中,钢桶可随盘来回旋转半圈,能够观察到整个卷边接缝。
常规性试验方法有很多缺陷,一是不能试验出桶底和桶顶部位、封闭器部位的渗漏,二是试验时间较短,达不到标准试验要求。但由于试验效率高,能与生产线同步进行,所以在制桶企业中应用较为广泛。
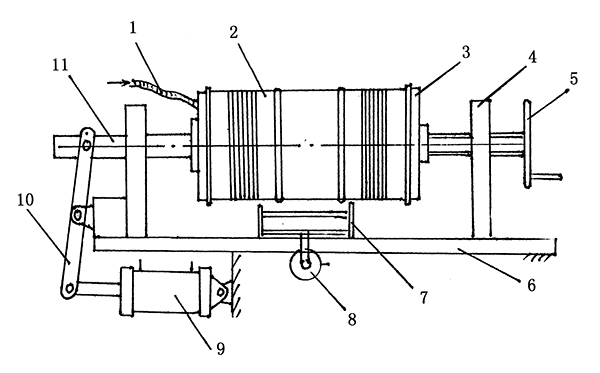
1-输气管;2-钢桶;3-夹盘;4-支架;5-调节丝杆手输;6-底座;
7-卸桶架;8-卸桶气缸;9-夹桶气缸;10-杠杆;11-夹桶盘顶杆
图1-20 常规气密试验方法
如图1-21为气密试验实例图。

图1-21 钢桶气密试验实例
三、氦质谱气密性试验方法
近年来国内外采用氦质谱检漏法对钢桶进行气密试验的应用越来越广泛。在欧、美、日等发达国家,制桶行业已全面将氦质谱检漏设备作为制桶生产线的标准配置,用于钢桶的气密性检测。
氦质谱检漏法是以氦作为对漏孔的探索气体,以氦质谱仪器检测漏孔溢出氦气的一种检漏方法。它具有反应速度快、检测精度高、可检范围大、无毒无污染、效率高无放射性等优点。
全自动钢桶氦检漏设备是一套由自动充氦、真空箱、氦质谱检漏仪、工件自动传送和电气控制等模块组成的机电一体化装置。它采用真空箱法对钢桶进行氦质谱检漏,将充好氦气的钢桶自动送入一个比工件稍大的真空箱中,通过真空泵组对真空箱抽真空后,检漏仪与真空箱连通,检测出工件的总体漏率。整个检测过程以微电脑为中心,采用 PLC控制,并在一个彩色触摸屏上操作显示设定各种信息,同时将检漏仪和真空箱部分有机的结合在一起,无需人工干预。如图1-22为氦质谱检漏机的工作原理图。
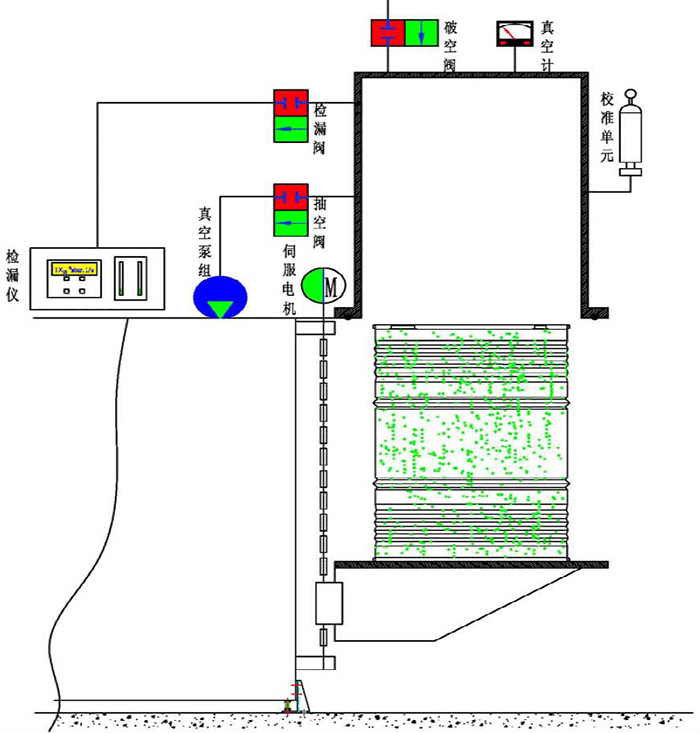
图1-22 氦质谱检漏机工作原理图
全自动钢桶氦检漏设备工作流程如下:
(1)将上道工序流出的钢桶在生产线上向钢桶内充入规定压力的氦气。由于一般情况下钢桶不能承受较高真空度和较高压力,因此采取直接向桶内快速充入一定量氦气(即打开桶盖,用充气枪定量充入),再拧紧桶盖。此时桶内压力为正常标准大气压。氦气浓度为充入氦气的体积与钢桶内容积之比,一般约1%~5%左右。
(2)充入氦气的钢桶通过自动生产线送至真空箱内,然后抽空泵组开始对真空箱抽真空,到指定真空度后,检漏仪连通真空箱,测量真空箱内氦信号。如果钢桶有漏,则氦气会通过漏孔进入真空箱,检漏仪显示漏率值。
(3)制桶企业可以按照不同客户所要求设置不合格漏率,检测系统自动判断钢桶的氦泄漏量是否超过预设的报警值。小于设定值认定钢桶合格。大于设定值则认定钢桶不合格,系统自动发出报警信号。
根据检测系统给出的结果,自动装置将合格和不合格钢桶自动分配到合格品区和不合格品区。
全自动氦质谱检漏方法不仅满足标准试验方法的精度要求,而且能实现自动、快准确的进行试验,并与生产线紧密地结合在一起,实现自动生产过程、检测过程的自动化连续进行。
返回目录

