|
开卷校平剪切生产线及其剪板效率和精度
文/符炼
摘要:介绍了一种开卷校平剪切生产线的机构特点、工作流程、剪板生产率及精度。
关键词:板材剪切生产线;生产率;精度

在开卷校平剪切自动生产线中。每分钟剪切次数与尺寸公差是两个关键参数,它直接反映了生产效率与下料精度。现以我厂生产的ZX-QT11K-3×1300型开卷校平剪切线为例,分析与这些参数相关的机构。
1 送进机构
图1为送进机构结构示意图,送进辊6、7的旋转由伺服电机1经减速器2、传动箱4及万向联轴节5驱动,其旋转方向、速度均可调。上辊6可平行于下辊7作上下移动,便于板料导入和压紧。上、下送进辊的筒体采用无缝钢管焊成,焊后再包橡胶硫化,硬度要求要达到86~88邵尔,表面粗糙度为Ra0.8~0.4μm。上、下送进辊均为同一电机驱动,处于频繁启停,在高、低速之间变化,所以存在较大的惯性冲击。为了减少上、下送进辊的惯性冲击,保证送料精度!就必须尽量减轻送进辊自身的重量、保证辊轴的较高的刚性和强度,所以将送料轴设计成为中空结构。
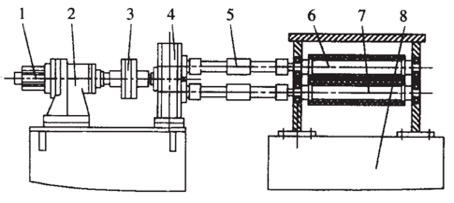
图1 送进机构结构示意图
2 检测机构
图2为检测机构示意图,工作时,首先扳动把手7通过偏心轮6将滑座3和上检测轮10抬起,等到送进辊将板料送入上检测轮10与下检测轮11之间时,将把手7扳回,滑座3和上检测轮10落下,在弹簧力的作用下上、下检测轮将板料夹紧。当送进辊继续送进板料,板料就会带动两检测轮旋转,旋转编码器8通过联轴器9与下检测轮联在一起,这时旋转编码器也会同步旋转,产生脉冲。检测机构是送进部分的主要部件,它的设计及制造精度将直接影响生产线的进料精度!所以检测机构的设计、制造、安装调整等显得特别重要。上检测轮外圆为硬橡胶包层,目的是防止测长工作时检测轮同板料表面产生相对滑动,降低检测精度。下检测轮为刚性整体的轮轴件,减少了装配误差,其表面镀硬铬,表面硬度HV800~900,可以保证较长时间工作而不磨损。为了保证检测轮准确工作,必须保证轮面清洁,设置的刮油器2通过重锤1位置的调整与轮面贴紧,以便于除去检测轮轮面的一切附着物,保证测量精度。
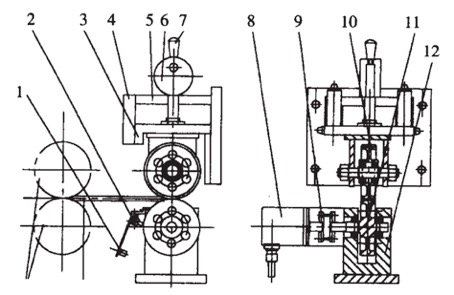
图2 检测机构结构示意图
3 剪切工作流程!剪板效率与精度
送进剪切的工作原理图如图3所示。
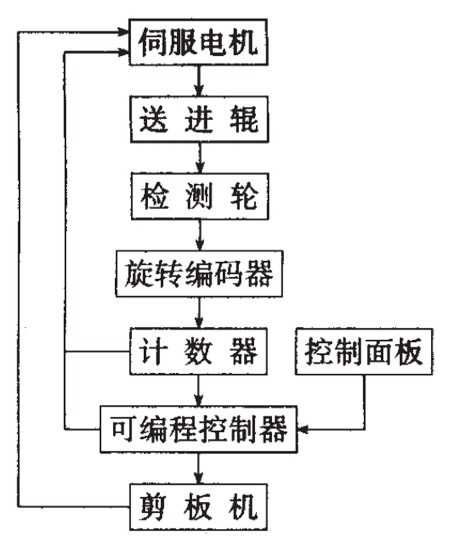
图3 送料剪切工作流程
在控制面板上输入所要剪切板料的长度S,可编程控制器马上将长度值S换成脉冲值K,并将脉冲值K传输给高速计数器。启动伺服电机,通过传动系统驱动送进辊旋转,带着板料以速度v1前进。板料的移动带动检测轮转动,旋转编码器也同步旋转,产生脉冲。由高速计数器计脉冲数,并将数据传输给可编程控制器。当脉冲数达到K-E时,(E——经验值!取值630),可编程控制器发讯给伺服电机减速,使得板料以速度 v2前进。当脉冲数达到K时,高速计数器立即发讯给伺服电机停机,板料停止送进,这时板料的进给长度为S。同时可编程控制器发讯给剪板机,剪板机上刀架下落,将进给长度为S的板料剪下。当剪板机上刀架回到上死点,上死点处的接近开关发讯给伺服放大器,再次启动伺服电机进入下一次剪切循环。剪切线控制理论送进精度可达0.1mm。
在调试过程中!因为机械传动误差、电器响应误差等综合因素的影响!实际剪切尺寸精度为±0.5mm,这样的精度对于钢桶行业的板材剪切已经足够。
图4为送进辊运动的时间-速度图。
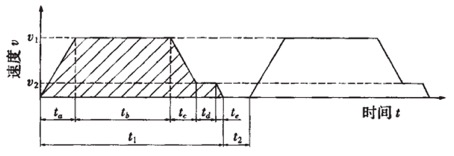
图4 送进辊运动的时间-速度图
由图4可知,阴影部分的面积就是所送板料长度S的值,当所需剪切板料长度S一定时,这个面积也相应确定。为了获得最大的工作效率。通常v1取最大值,即v1=vmax=45m/min。当ta、tc、td、te均趋于零时,即tb=t1时,达到相同阴影面积,耗时最少,也就是取得了最大的工作效率,但此时会有很大的冲击,产生大的噪声对机器损害较大,并且影响送料精度。为了平稳地启动和停止,达到较高的送料精度,根据经验推荐ta=60ms,tc=8ms,td=200ms,te=2ms,v2=17mm/s。
在这些参数下对于S=420mm长的板料生产率30/min-1、S=1232mm长的板料生产率20min-1。这一结果可以满足用户对生产效率的要求。
4 结束语
通过分析ZQ-QT11K-2×1300型开卷校平剪切线的机构设计、调试过程可见该生产线的效率与下料精度还很有潜力可挖。首先,速v1还有提升空间,也就是通过改变伺服电机的转速与减速器的传动比来提高最大送料速度vmax。其次,选用剪切速度更高的剪板机,来降低t2的值,以缩短剪切周期。第三,选用每转输出脉冲数更大的编码器,使一个脉冲当量代表更小的单位长度。这样处理后,生产线的下料精度与生产效率将会再提高一个档次。
|

