|
冲压模具内自动铆接技术的研究与应用
文/蒋鑫强
随着冲压零件功能需求的多样性提升,冲压成品零件往往需要在后工序进行相关作业而形成成品组件,以钢桶为例,铆接工序是桶顶冲压后组装法兰工序较为常见的加工方式。
当前冲压件上固定螺母的铆接方式采用传统的单工序铆接模具为主,此种方式存在生产效率低下劳动强度大和铆接质量稳定性差等缺点。同时冲压后的铆接工序存在物料周转慢、人员设备投入大及与高速冲压的连续模生产节拍不一致等诸多低效问题。涉及到的前后作业工序的节拍效率不同,二次周转以及中间在制品库存问题与精益生产相悖。为此,项目团队展开模内自动铆接技术研究,通过模具改造后合并瓶颈工序,提高生产效率降低生产成本,实现精益生产。本文以钢桶法兰组件为例对该项目进行展开。
铆接工艺介绍
铆接工艺是通过压铆、胀铆、挤压或拉铆的方式 将螺母等与板料相连接的一种绿色连接方式。压铆工 艺是指在专用设备上利用模具采用一定的压力将铆接 件部分或全部压入板料的一种连接方式;胀铆工艺是 指在专用设备上利用模具采用一定压力将铆接件部分 胀开,与板料咬合的一种连接方式;挤压工艺是指在专用的设备上利用模具采用一定压力将铆接件部分挤压进入板料的一种连接方式;拉铆工艺是采用专用工 具拉枪,通过拉枪头部螺栓与拉铆螺母内螺纹齿合,拉枪带动头部螺栓转动从而带动螺母的相对运动,导致螺母的薄壁区域膨胀变形,直至压紧板料。
目前空调制造行业应用最多的六角螺母铆接采用 的是单工序模具压铆和铆枪拉铆的方式生产,项目组设计钣金冲压模内自动铆接方案进行问题解决。
模内自动铆接实施方案
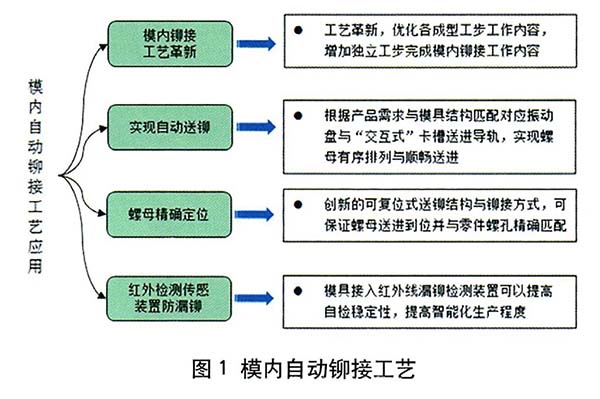
为解决铆螺母生产效率低下和饭金冲压前后工序的生产节拍不匹配问题,开发连续模的模内铆螺母工艺技术,取消冲压后端的铆螺母工序,在公司规划的主力机型上应用是我们第一阶段的目标,而后继续推,全面实现饭金冲压模内铆接的高效自动化生产见图 1。
项目组以接地片连续模为研究对象,在连续模上增加铆接工序,利用振动筛输送六角铆接螺母,通过导轨限位与导向实现螺母自动摆正并有序排列,保证螺母顺畅送进,将铆接螺母从饭金料带的上方或下方顶入饭金的预孔,在冲压时完成模内铆接,实现前端工序冲压成形与后端工序铆接螺母的合并生产,接地片采用两列螺母并排输送,结合零件结构也可以采用单列螺母输送。

模内铆接工艺革新
在模具设计前先制定开模工艺方案,整合各冲压成形工步工作内容,预留独立工步完成螺母铆接成形在保证零件质量稳定的前提下增加模内铆接功能。
振动盘自动送料
根据产品需求与模具结构匹配对应振动盘与送进导轨,实现螺母自动摆正并有序排列、保证螺母顺畅送进,见图 2
送料结构设计
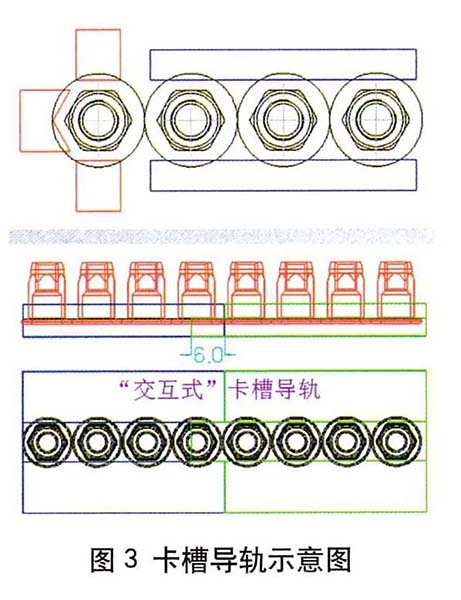
设计可复位式送料、“交互式”卡槽导轨结构(图3)与“自下而上”铆接方式,可保证螺母送进与零件精确匹配并与冲压节拍同步完成,提高铆接稳定性。
铆接成果自动监控
模具接入红外线漏铆检测装置可以提高自检稳定性,防止漏铆,实现一人多机高效生产模式,提高智能化生产程度,接近开关检测图见图 4。

关键技术研究
在项目实施过程中由于首次尝试模内铆接工艺项目组针对异常问题进行了专项攻关与研究。由于螺母为六角螺母,铆接位置有方向要求,螺母输送有方向性。螺母外形来料尺寸波动大,螺母输送易卡料翻转,导致紫母输送不到位。
螺母从振动盘出来要与模具准确对接,对过渡位置精度要求也提出了高要求。
为了保证送料顺畅,在振动盘螺母送料导轨上增加微型吹气装置,从而有效地解决了螺母送料卡顿的问题,气嘴设置在两个螺母中间,通过电磁阀控制冲床滑块每到上死点时气嘴开始吹气,防止速度太快送料卡顿,辅助螺母送料。
通过在连续模内增加可复位式铆接结构的方式解决了饭金连续模全工序自动铆接螺母的问题:此结构可实现螺母由下而上铆接,一侧插刀控制铆接冲头可复位收缩,确保下一个螺母输送,同时另一侧插刀控制螺母输送到位。
铆接送料结构设计
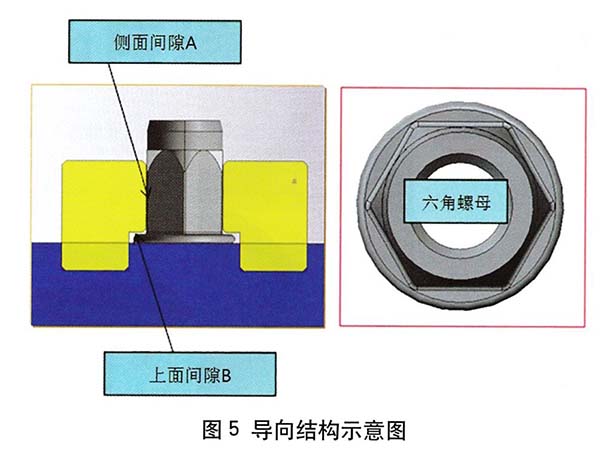
由于螺母为六角螺母,铆接位置有方向要求,输送有方向性,因此导轨按照六角螺母形状设计,见图 5,保证送料沿一个方向推进,导轨与螺母配合间隙取 A-0.15mm,B-0.1mm,导轨使用 Cr12MoV40 ~ 45HRC,表面粗糙度 Ra0.4 um,减小送料阻力且严格控制六角螺母尺寸按 士0.1mm 来料,避免导轨送料过程中卡料 振动盘设计为可以快速调整结构实现模具与振动盘位置快速准确对接。
六角螺母自动送料结构
六角螺母铆接过程要满足每冲压一次铆接一次螺母要按冲压节拍输送到铆接位置;六角螺母从振动盘到模具内导轨,再由模内导轨输送螺母,模具内需安设计两个位置等待区,每冲压一次输送一个螺母,与冲床动作相匹配。螺母送进示意图见图 6。

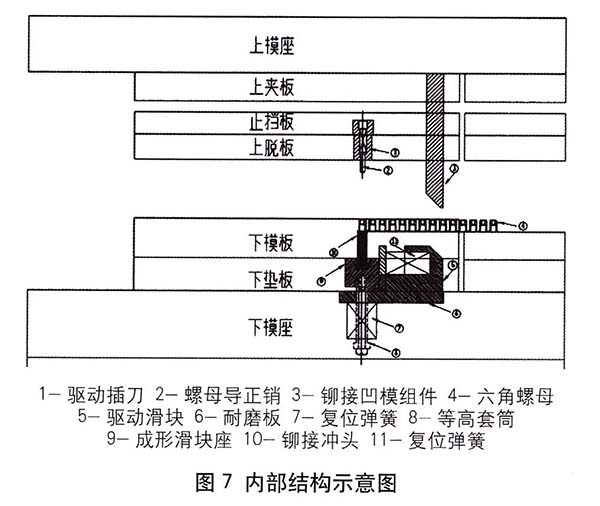
由振动盘输送到模具内接口位置设计挡料结构见图 7,实现六角螺母“节流”输送;模具内设计导轨插刀结构,与冲压动作配合,每冲压一次分离一个螺母进入模具 铆接位置按照螺母形状设计导向结构保证螺母准确输送到铆接位置。
模内铆接局部结构优化设计
冲压振动大,六角螺母送到位置后有错位隐患会导致铆接不良,自动铆接结构和普通铆接结构相反输送螺母在下模,常规结构会导致料带卡料和铆接失效,由于铆接高度要求严格,高度偏差和铆接偏斜会导致铆接松动。
模内自动铆接设计导向结构,对螺母先导向定位再铆接,减少位置偏差,同时设计插刀结构,实现铆接送进与模具冲压节拍相匹配,铆接后料带及时脱离凹模,避免料带送料干涉,最后在铆接结构中增加调整顶杆,方便调节铆接高度。
项目效益介绍
通过项目研究与应用实现模内螺母自动铆接,单班稳定产出10000 件,生产效率提升 185%:六角螺母通过振动盘及导轨精准送料、无卡顿、无误送、无偏位、无松脱,满足产品使用要求,推广应用后实现每个零件的工序作业人员减少 2 人,提高智能制造水平,实现精益生产。
结束语
通过对自动铆接技术的优化升级适应了日新月异的市场变化,不断地突破市场瓶颈,打破技术壁垒在生产制造过程中真正实现“增其效控其员减少员工作业强度的同时取消不增值的浪费作业。另外防呆、防错一直是自动化板块的目标之一,通过自动铆接工艺替代手工传统铆接工艺,实现自动化生产将会给企业注入新的动力。通过项目研究输出单位内部《模内铆接设计规范》与《模内铆接装配与保全工艺规范》,提高标准化管理,获三项专利授权,攻坚克难,提高技术沉淀,推进智能制造快速发展。
|

