|
来看看传统的锥形钢桶是怎么制造的。别跟我说胀锥和缝焊,都不存在的!
文/杨柳
(点击这里看视频)
在几十年前,焊阻焊技术和桶身胀形技术还不普及的时候,锥形钢桶的制造方法和现在大不相同。这个视频就清楚地说明了传统制桶工艺和方法。下面我们对桶身锥形和接缝的生产工艺进行解析,希望你有所了解。
首先说一下桶身的锥形成形方法。
一般是采用锥形卷圆机对下好的扇形桶身板进行圆锥卷圆。锥形卷板机大般是这个样子的。
图1 锥形桶卷圆机外形图
锥形桶身卷边机常见的有两种,一种是图1中的锥形辊子,另一种是圆柱辊子,但卷圆时辊子的两端调整的间隙不同,一边间隙大一边间隙小,也可以卷成锥形,其工作原理见图2。这个一般适用于锥度不太大的桶身卷圆。
图2 锥形桶卷圆机原理图
扇形桶身料的送进也有讲究,如图3所示,需要进行扇形进料法。
图3 扇形桶身板料送进装置
如果你要生产的锥形桶的锥度比较大的话,大概采用胀锥的方法是不可取的,上面的方法就会成为唯一的方法了。
下面说一下桶身接缝的结合方法。
桶身接缝边需要先进行折边加工,加工的方法如图4所示,加工的折边形状如图5所示。
图4 折边成形方法
1-折边模;2-下模;3-模槽;4-下模辊;5-桶身料
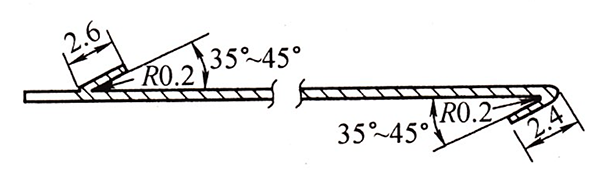
图5 桶身折边的结构尺寸
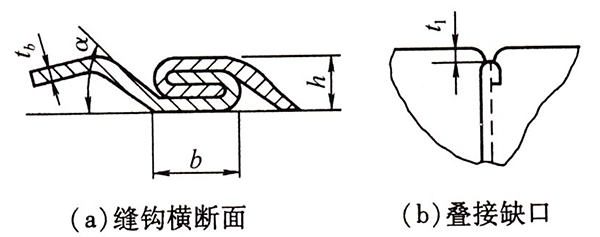
桶身折边后,就可以把两边的折边勾在一起,然后在压力机上压平就可以了,这一步通常叫踏平或锁边。如图6所示为锁边后的形状和尺寸。当然这一过程中,必须在折边内涂密封胶,不然接缝就会泄漏。
这里要说一下,因为搭边处厚度比较大,所以在桶身与底盖卷封时,难度比较大,所以,桶身下料时,上下边缘部位要切个角,这样锁边后,上下边就会出现一个缺口,如图6(b)所示。
通过以上的简单说明,再回头看一看前面的视频,你应该大致了解了传统锥形桶的生产工艺过程了。
说实话,目前采用这种方法生产钢桶的并不少见,只是你可能还没有看见或者没认真观察罢了。
|

