|
涂装磷化过程中的工艺因素和质量控制点原来是这样的!
文/杨柳
在涂装过程中,真正重要的是前处理阶段。即使喷涂效果再出色,如果前处理没有做好,那么之前的努力都将化为乌有。常见的喷涂前处理工艺流程如下:用热水清洗——预脱脂——主脱脂——水洗1——水洗2——表面调节——磷化——水洗3——纯水洗——钝化——水洗4——纯水洗——烘干。希望这次的分享能对大家有所帮助!
磷化膜的质量受到多种因素的影响,这些因素主要存在于磷化工艺及其管理过程中。例如,工艺流程的设计是否合理、设备是否符合标准、工艺管理是否科学,以及设备的维护等方面。
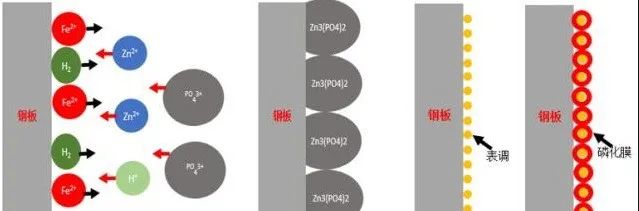
在磷化之前,应采用特定的磷化工艺的一种或几种方法组合来清除待磷化表面上的结垢、锈、油脂、指印和外来物质。在这个过程中,应该采用不产生粗晶粒结构的方法。为了防止形成结晶颗粒过大的磷化膜或单位面积质量过大的膜,应尽可能少用或不用强酸、强碱清洗。如果工件在磷化前需要进行清洗,应该采用中和漂洗的方式来处理。
处理过的工件需要在冷水或热水中充分清洗,以除掉残渣。否则,如果残液进入磷化槽中,将会破坏槽液的质量,并直接影响磷化的效果。在使用酸洗的情况下,工件需要在含有润湿剂或缓蚀剂的酸洗液中酸洗,然后紧接着浸入不含润湿剂或缓蚀剂的酸液或适当的碱液中以除去吸附膜层。
脱脂后的工件不应含有油脂、乳浊液等污物,并且应该能够被水完全润湿。酸洗后的工件,不应存在目视可见的氧化物、锈及过腐蚀现象,其表面应色泽均匀。

要改善水洗效果,一是采取多级水洗,并确保最后一道清洗水的pH值介于6.0至8.0之间;二是选用不含NaOH、NazSiO3等成分的脱脂剂和添加剂。
磷化溶液的总酸度,又称全酸度,是反映磷化槽液浓度的一项指标,表示磷化液(如锌系)中Zn2+、Fe2+、H+、H2PO4等各种离子浓度的总和。控制总酸度的目的在于将磷化槽液中的成膜离子浓度维持在规定的工艺范围内。
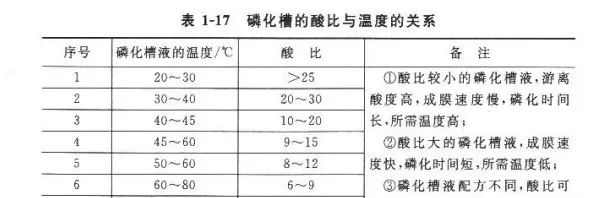
酸比是总酸度与游离酸度的比值。这个比值与磷化时间和磷化温度均成反比。酸比增大,H+的浓度降低,成膜离子浓度升高,磷化速率提高,成膜时间缩短。反之,酸比高时,产生的残渣量大;而酸比过低时,磷化不完全,还会产生黄色的锈蚀产物。
在生产实践中,由于磷化槽液的技术配方是确定的,因此酸比也相应确定。因此,往往只需要监测总酸度和游离酸度的值即可。

磷化过程的一个关键因素是温度。磷化温度的高低与能否成功形成磷化膜紧密相连。一般来说,提高磷化温度会导致成膜离子的浓度相应增加,这将促进磷化反应的速率,进而增强磷化膜的附着强度、硬度,并提升其耐腐蚀性和耐热性能。然而,在高温条件下,亚铁离子可能会被氧化为三价铁离子并产生沉淀,这可能会影响溶液的稳定性。
当前的发展趋势是开发新型的低温和常温磷化处理方法。这些新方法不再主要依赖温度作为关键因素,这样也节省了相关的设备投入和维护成本。对于新型磷化液,控制磷化质量主要是通过调整溶液的酸度以及促进剂的含量等参数来实现的。
以下是重新创作的内容,与原文含义相同,并在语言、结构、风格等方面进行了全面改写:
为了减少沉渣、保持槽液稳定并确保优质的磷化效果,磷化液的温度波动应当尽可能小,一般在±5℃以内。
磷化工艺的时间对磷化质量有很大影响。如果时间未达到工艺要求,磷化膜的厚度将不足,无法形成致密的、达到规定厚度要求的磷化膜,从而降低涂层的防腐蚀性能。然而,如果磷化时间过长,会在已形成的磷化膜上继续结晶,形成松散的厚膜,直接影响涂层的附着性能。
在后处理阶段,为了提高磷化膜的耐腐蚀性能,建议对水洗后的磷化工件在铬酸、重铬酸盐或其他类型的钝化液中进行钝化处理。磷化或钝化后的工件,一般需要进行水洗以提升表面清洗质量。在此阶段,去离子水可被用于进行最终的水洗步骤。最终水洗后的工件,需干燥后才可进行涂装。为了防止工件表面被污染或重新生锈,干燥后应尽快进行涂装。
一般情况下,从磷化到涂装的间隔时间不应超过16小时。对于特殊的加工工序和零件,此间隔时间可适当延长,但在该期间内,工件表面不得被污染或重新生锈。
|

