|
水性漆的优越性到底在哪里?
文/杨柳
一、环保水性漆的特点
1)环保节能:对环境和工人的损害小,VOC低(≤80g/L),不含苯类等有害溶剂。
2)附着力强,硬度高,耐冲击性好:附着力0级, 硬度达2H以上,冲击强度≥50kg.cm,减少了运输过程中碰撞对漆面的损伤。
3)耐水性好、耐候性好:钢桶可长期室外存放不怕兩淋、水泡,40°C水可泡96h以上,室外曝晒一年后失光、变色等级为一级。
4)耐酸、耐碱、耐溶剂性:可耐10%硫酸浸泡5h以上,5%碳酸钠浸泡24h以上,甲苯浸泡24h以上,四氢呋喃浸泡1th以上。
5)储存稳定性好:室内储存6个月以上。
6)无火灾危险:能满足安全监督部门的要求,不会因喷漆产生隐患。
二、环保水性烤漆与溶剂型烤漆的区别
1)稀释剂不同:水性漆用水作稀释剂,纯净水,去离子水均符合稀释要求。
2)稀释比与喷涂粘度不同:
稀释比:水性漆原漆:水=100:15~20
喷涂粘度:桶身喷涂适宜粘度(涂一4杯)20-28s,桶盖及桶底喷涂适宜粘度(涂一4杯)18-25s,一般冬季由于温度较低比夏季粘度高5-10S。
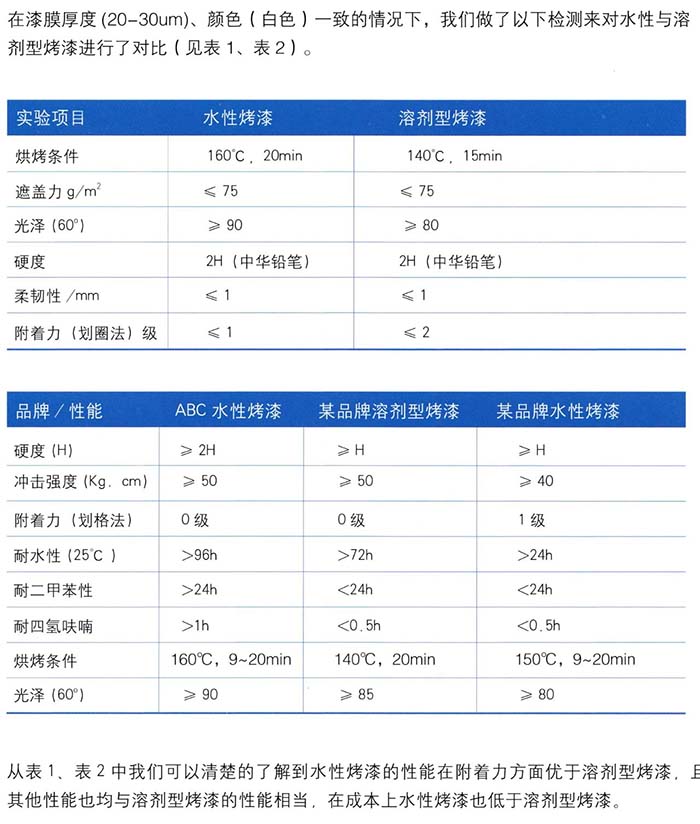
三、环保水性烤漆与溶剂型烤漆性能的对比
四、钢桶涂料系列
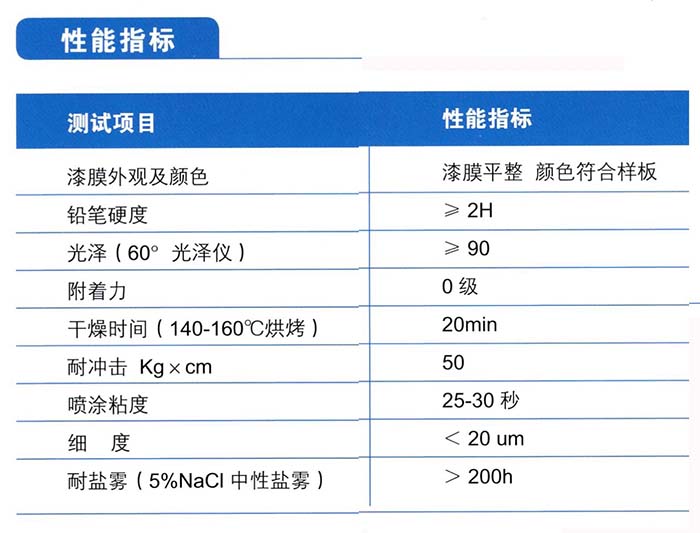
1、HL-1各色水性钢桶专用涂料
产品组成
由水溶性树脂、水性氨基树脂、颜料、助溶剂、去离子水、助剂等组成。
产品特点
HL-1 系列水性产品是本公司为顺应环保趋势,降低污染节约资源,满足市场需求而研发的产品。漆膜外观平整、颜色鲜艳、光泽高、良好的机械性能、耐候性强、耐化学腐蚀,可由水稀释,是绿色环保产品。
适用范围
适用于钢桶表面装饰,一般机械。
施工方式
主漆中直接用自来水稀释至施工的粘度,漆:自来水= 1:0.1-0.2 (建议粘度为25-30 秒,涂-4 杯)搅拌均匀用120-200 目滤布过滤后,静放5 - 15 分钟泡沫消失后即可使用;
施工前金属材料表面的清洁:用清洁剂清洗金属表面,然后用清水冲洗彻底清除金属表面的污渍,保持金属表面清洁干燥;
清洁空压机及管道保证喷枪的清洁,大型喷枪在20-30cm。喷涂其他应在0.3-0.8MPa (约3-8kg/cm喷枪调制到合适的出漆量与出气量确保雾化均匀;
喷涂时注意喷涂均匀、不流挂、不厚边、不漏喷,喷涂好后要自然谅干3-5 分钟,以免烘烤过急产生气泡、针孔、桔皮等弊病的产生;
烘烤时间:此产品需要在140-160℃烘烤15-30 分钟左右成膜,才能使漆膜达到客户其要求性能,如温度过低会影响到漆膜的成膜性能,如温度过高则可能导致树脂甚至颜料的变色。因此在烘烤前应该先对烘烤设备核实准确温度。
注意事项
施工时保持通风,不得在环境温度低于5℃或湿度大于70 的状况下施工;漆膜可自干,也可低温烘干,自干时温度不低于5℃,湿度不大于70% ;烘干时,流平时间不少于15 分钟,烘烤温度不低于60-80℃,烘烤时间不少于25 分钟,涂装第二遍时,第一遍应表干,两遍至少间隔2 小时,严禁与其它涂科及有机溶剂混合施工结束,器具应立即用清水冲洗,以防干固。
剩余漆应密闭保存,避免阳光直射,在通风良好的地方贮存,保持容器严格密封。应与强酸、强碱、强氧化剂,食物和动物饲料隔离存放。
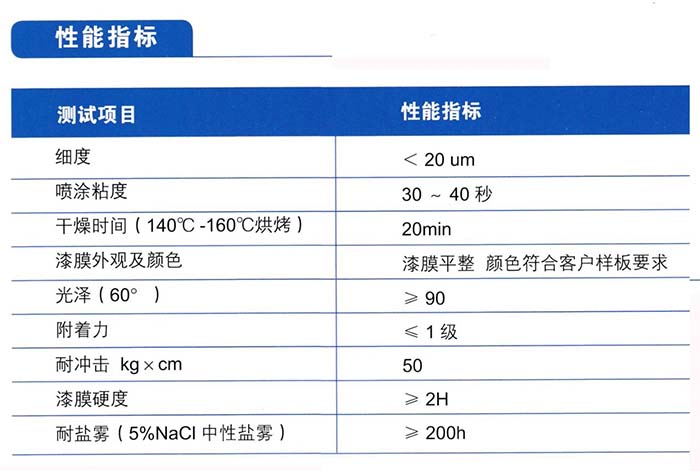
2、HL-2各色水性钢桶专用涂料
产品组成
由丙烯酸乳液、水性氨基树脂、颜料、去离子水、助剂等组成。
产品特点
VOC含量小于80g/L 符合HJ 2537 - 2014 《环境标志产品技术要求水性涂料》中关于工业涂料中防腐涂料的VOE 的要求;HL 系列水性产品是本公司为顺应环保趋势,降低污染节约资源,满足市场需求而研发的低VOE 涂料,附着力优且漆膜外观平整光滑、颜色鲜艳、高光泽、良好的机械强度、耐候性强、耐化学腐蚀;可由水稀释,是全新的绿色环保产品。
适用范围
适用于钢桶表面装饰,安全环保。
施工方式
主漆中直接用自来水稀释至施工粘度,漆:自来水= 1:0.1-0.2 (建议粘度为30-40 秒,涂-4 杯)搅拌均匀用120-200 目滤布过滤后,静放5-15 分钟泡沫消失后即可使用;
施工前金属材料表面的清洁:用清洁剂清洗金属表面,然后用清水冲洗彻底清除金属表面的污渍,保持金属表面清洁干燥;
清洁空压机及管道保证喷枪的清洁,大型喷枪在20-30cm 。喷涂其他应在0.3-0.8MPa (约3-8kg/cm2) 喷枪调制到合适的出漆量与出气量确保雾化均匀;
喷涂时注意喷涂均匀、不流挂、不厚边、不漏喷,喷涂好后要自然流平3-5 分钟,以免烘烤过急产生气泡、针孔、桔皮等弊病的产生;
烘烤时间:此产品需要在140-160°C 烘烤15-30 分钟左右成膜,才能使漆膜达到客户其要求性能,如温度过低会降低漆膜各种性能,如温度过高导致颜料变色。因此在烘烤前应该先对烘烤设备核实准确温度。
注意事项
施工时保持通风,不得在环境温度低于5°C或湿度大于70 的状况下施工。漆膜可自干,也可低温烘干,自干时温度不低于5℃,湿度不大于70% ;烘干时,流平时间不少于15 分钟,
烘烤温度不低于60-80°C, 烘烤时间不少于25 分钟
涂装第二遍时,第一遍应表干,两遍至少间隔2 小时
严禁与其它涂料及有机溶剂混合
施工结束,器具应立即用清水冲洗,以防干固。剩余漆应密闭保存
避免阳光直射,在通风良好的地方贮存,保持容器严格密封。应与强酸、强碱、强氧化剂,食物和动物饲料隔离存放。
|

