|
辛巧娟:再谈有机硅系列产品包装钢桶
文/辛巧娟
有机硅其独特的结构,兼备了有机材料的性能。广泛应用于电子电气、建筑、运输、化工、纺织、食品、轻工、医疗等行业,其中主要应用于密封、粘合、润滑、、表面活性、脱模、消泡、抑泡、防水、防潮、惰性填充等。随着有机硅数量和品种的持续增长,应用领域不断拓宽,形成化工新材料界独树一帜的重要产品体系,许多品种是其他化学品无法替代而又必不可少的,是国家重点支持发展的先进基础材料。
从这几年化工行业市场发展形势来看,有机硅的行业市场呈现进一步上升的趋势,有机硅行业保持了较高的景气度,从包装桶的需求量就可看到,现在国内大小桶(包括塑料桶)厂几乎都增加了有机硅包装桶。有机硅产品受终端下游产品出口和新市场应用场景的不断拓宽,其市场的需求量不断增长。经调研发现,从2016年2021年,我国有机硅产品需求较为旺盛,需求量保持持续快速增长。其产量增长了1.6倍,需求量增长了1.35倍。
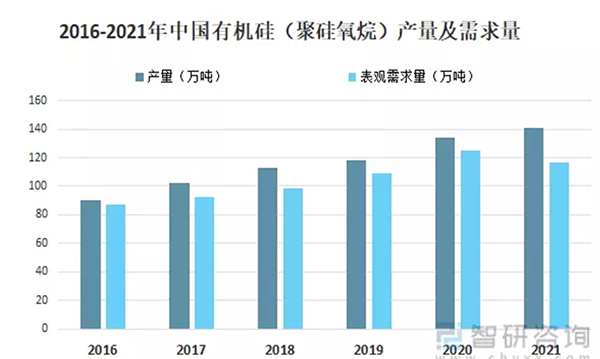
2021年,我国有机硅(聚硅氧烷)的产量就达141万吨,如果全部用200升钢桶包装,就需钢桶700多万只,这还不包括它的上、下游原料、产品及辅料。加上用塑料桶和吨包装桶包装一部分,在这有机硅行业,包装钢桶的用量也是很可观的。
众所周知,用来盛装有机硅的钢桶,目前有两种规格直径的开口钢桶。即∅566±2和∅571.5±2直桶,这种桶不要求压波纹和环筋,但对桶的圆整度要求高较。如下图所示。

有机硅包装钢桶
然而就是这个看起来更便于加工的钢桶,在实际生产和使用过程中,钢桶厂遇到了众多用户的质量投诉,还有企业向用户理赔了近百万的质量损失费。到底出了什么问题?能造成这样的质量损失?经过了解,产生的问题主要有两个,一是灌装物料后,桶内有杂质,污染了产品。二是钢桶圆整度不够,灌装的物料从桶中无法抽出。这些问题桶厂以前灌装其他产品很少遇到,所以大家不太理解。随着科技的发展,自动化、智能化技术的进一步应用,有机硅产品大部分都是粘稠的胶状液体,其灌装和取出都是采用智能化设备,需要多少,取出多少。下面我们看一下有机硅、油墨及涂料在大型施工现场是怎样从钢桶中取出来的。

这是双组分的涂料施工现场
从图中可以看出,桶内物质是通过挤压盘向下运动而从中间挤出的,其工作原理:首先是将泵的压盘升起,放置胶桶(涂料桶)在底盘上,然后压盘下压,高压泵工作将胶液输出。工作时压盘上有密封圈,与桶成形一个密闭腔后将胶液挤出。压盘随着胶液的减少不断下降,如果桶不圆整,压盘就不能正常顺畅的向下运动,胶液也会从旁边缝隙流出,从而影响胶(涂料)的正常输出。所以对这类施工条件的产品,要求其包装钢桶必须圆整。
下面是目前式作现场广泛使用的双组分和单组分的涂料机。

双组分的涂料机

单组分的涂料机
从最终用户处我们了解了这类产品现场使用的方法和技术要求,那么我们在钢桶生产过程中应该怎样做才能保证钢桶的圆整度呢?
首先钢桶制造时,要调整好钢板的卷圆机,不能有明显的直线段,直线段长了,桶身不圆整,输胶泵的压盘就不能顺利压入桶内。如下图所示。当然最直接的办法,是在缝焊后增加胀圆工序,这样就可完全消除直线段。

卷圈后有明显的直线段
这样加工出来的钢桶,由于不圆整,经常接到用户的投诉。其实只要把设备调整到最佳情况,虽然还存在直线段,但由于直线段短,不会影响钢桶的圆整度。且输胶泵压盘与钢桶接触的是很厚的密封胶条,可补偿部分间隙。

钢桶焊缝两旁直线段明显,影响桶的正常使用
还有一种情况是涂料机的压盘进到桶内150mm左右,就无法再压下。这也是钢桶不圆整造成的,由于桶身缝焊后要进行翻边卷管,翻边盘机加工出来是圆的,所以桶身两端经过翻边卷管,模具有一定的张紧作用,所以两端是圆整的。但由于翻边和卷管工装盘的厚度有限,接触到桶身及临近部位,可以胀圆,桶身的中间部分仍处于自由状态,其直线段不可能自动消除,所以涂料机的压盘就下不去了。如果缝焊后采后胀圆机将桶身胀一下,那情况就不一样了,因为要胀圆,要有一定的涨力,所以桶身下料一定要小一点。下图及视频中的立式桶身涨圆机是张家港力尔威生产,生产速度及接拍根据用户要求配制。

张家港力尔威桶身涨圆机
前边视频中,我们看到某桶厂生产这种有机硅钢桶,使用了桶身胀圆机,在后道加工过程中,卷封桶底前员工用塞规检验,每个都桶身塞规都能顺畅通行。
第二桶身材料最好选用高强度的钢板,因为目前国内大多数桶厂都是采用卧式封口机进行桶底卷封的,如果卷封时托桶力过大,桶身就容易产生变形而不圆整。所以封口机托桶架的高低一定要适当。
对硅胶钢桶,用户对桶观注度最高的是圆整度,而对桶身厚度并没有严格的要求。我曾经去过某有机硅企业,在与其交流过程中,对方技术人员告诉我,只要你能把桶做圆,用多厚的料我们都认可,问题是目前大多数厂家用1.2厚度都做不好,当然许多大型自动化程度高的桶厂,用1.0的钢板做出的有机硅钢桶,不用胀圆,其圆整度完全可以满足用户要求。

涨圆后的桶身
第三对于没有胀圆机及设备精度不是很精密的桶厂来说,加工此类钢桶时,桶身材料尽可能厚一点,料厚了强度相应的就增加了,变形量也就小了。
第四采用缝焊后整形的方法,就是增加桶身胀圆工序。这方法是最直接有效的办法前边已经介绍过。
第五前边我们主要谈了钢桶加工过程中如果避免和解决桶身圆 整度的问题,虽然我们钢桶交付给用户时,空桶是非常圆整的,但最终客户拿到灌装了货物的包装钢桶还是有不少都存在凹瘪变形。这又是怎么一回事?下面我们用107硅胶来说明, 107硅胶灌装时的温度约为120度。一般情况下,灌装完产品后直接盖上带有密封条的桶盖,并用环箍密封。如果桶盖密封性好,桶内由于高温灌装后形成真空,冷却后运输或使用时钢桶会出现凹瘪变形;还有就是运输和装卸过程中造成的凹瘪变形。

灌装产品后的钢桶
下面我们再谈谈灌装产品后桶内出现兰色和其他针状或粉墨状杂质。按说我们交付客户的内涂钢桶,桶内壁是非常光滑的,如下图所示,那为什么到终端客户现场会产生此类问题呢?

内涂钢桶

桶厂准备交付用户的钢桶
首先107硅胶是无色透明粘稠状液体,如果桶内有杂质,肉眼立马就可看到。如此透明的粘稠液体,混入杂质一定容易发现。
无色透明的107硅胶
下面我们分析杂质是怎么产生的,大家看到了这种胶桶,内涂浅色的内涂料,桶外涂普通的氨基烤漆,无论是水性的还是溶剂性的涂料,如果桶卷管和桶盖边缘处理的油漆会摩擦脱落掉渣,打开桶盖时就有可能掉入桶内,从而污染了产品。
其次是桶盖与桶身的配合,一般情况下,钢桶桶身与桶盖之间密封是靠桶盖凹配槽中的密封胶条的,所以桶盖拉伸时应该有较大的倾角。但现场发现,许多桶厂的模具不但拉伸角度小,而且深度还比标准增加了不少,这样就造成了桶身和桶盖内涂后间隙过小,运输和桶盖装卸时相互摩擦而产生内涂粉墨。
其三是内涂料质量差,成膜后涂膜强度差,在边缘处出现龟裂现象,从而在后序使用过程中,出现掉渣现象。

|

