|
【海外专利】一种新型钢桶卷边封口结构及生产工艺
文/杨柳
专利号:US4626158
发明人:Lucien F. Le Bret
发明人所在地:Lucien F. Le Bret, Saint Gratien, France
【摘要】
用于将桶底组装到桶身上的三重卷边接缝,以及用于形成三重卷边接缝的生产工艺。所述工艺包括形成轴向延伸的接缝结构的步骤,该结构包括属于所述桶身和桶底的相邻边缘的多个层。其中一个相邻的边包括第一层和连续的通过折叠的第二层,其轴向长度小于所述第一层的轴向长度,以增加接缝结构的第一轴向截面中的层数。该工艺还包括将接缝结构层压成均匀宽度的步骤。在该过程中,作为初步步骤,在所述体边缘形成钩形轮廓。
【发明背景】
本发明涉及一种卷边接缝,即用于通过缝合方式组装的桶身和桶项、桶底的包装桶,特别是用于金属桶或类似物的这种类型的卷边接缝。所述卷缝是这样一种接头,其桶身和桶项、底的相邻边缘通常形成在轴向延伸一定高度的相互混合结构的交替层。这些接缝被称为单层、双层和三层,它们分别由三层、五层和七层材料组成。双缝和三缝是目前金属桶或复合桶制造中最常用的技术工艺。
接缝通常是包装或容器最容易泄露的区域,特别是在意跌落的情况下。因此,长期以来,人们一直在研究提高这种接头的力学阻力或强度的方法和途径。
早在1919年(见英国帕特。第142.967号)中描述了一种用于加强接缝的工艺。这一过程包括将桶底部的边缘预先折叠起来,以便在缝合时使其过于厚。在该操作之后,以这样一种方式进行卷边缝合,使桶底部和桶身的相邻部分呈现,以形成沿其高度的弯曲的接缝结构。
比利时帕特(第793 - 875号)规定将这种工艺应用于双缝,并指出可在底部边缘或金属桶桶或类似物的边缘进行预折。
这种过程导致了组装卷边的结构,该结构被限制在两个极限面之间,其中至少有一个极限面呈现出与先前一个组装部件的预折叠所形成的过宽大致对应的弯曲。例如,如果关节外表面的轮廓保持和保持实际上是直的,结果是卷边内表面的轮廓将是弯曲的。这在卷边的内部结构中预先施加了一个弯曲的形状或路线,这将主要影响卷边内表面与预折折层之间的层,从而实现过厚。
以这种方式制成的卷边接缝结构在某些情况下提高了接头的力学性能。然而,经验表明,这在证明仍然是有限的,也就是说,由于弯曲的预折是有限的,由桶身本身的厚度造成的过厚。
法国帕特(编号1447436)和第一个附加证书(编号89175),描述了一种将桶底部组装到容器桶身上的技术过程,导致由五层以上厚板组成的接缝,即具有七层厚板的三层缝。这一过程的主要特征是底部的径向边缘在桶身边缘被向后推。这将导致底部边缘沿着并围绕桶身边缘旋转。
法国帕特(编号7523885)描述了该三层缝工艺的发展,主要包括底边的准备工序。在将两个边相互卷封之前,底部边缘的外围区在桶身边缘的方向上被弯曲成预定的角度,并且在该外围区形成一个小的开口钩子,该钩子的开口一侧面向桶身的轴向。
【发明概述】
为了加强所钢桶卷边的机械性能,本发明提供了一种能够以令人惊讶的方式增加所获得的加强作用的效果的工艺技术过程。
该过程开始于对其桶身和桶底的一个相邻的边缘的部分,以卷缝组装。所产生的接缝结构具有给定的高度,并包括交替属于所述两个相邻边的每一层的多个层。重叠增加了先前确定的给定高度的部分的层数。根据本发明,该方法本质上以所获得的结构的层压操作为特征,其结果是所有给定高度具有最终均匀的均匀厚度。
重叠被嵌入相邻层的金属中,所有层都有变薄的效果,根据每一层或多或少地存在着。因此,过度卷曲折叠转化为一种牢牢固定在相邻层之间的“核”,而这些层又通过一种冷轧而硬化。
通过本发明获得的增强可以用两个事实来解释。第一个是,根据本发明执行的层压操作导致影响过厚区中所有界面的弯曲,而与先前应用的工艺相比,只有大约一半的界面提交到弯曲。二是在受分层影响的整个过厚区,材料的弹性极限可以大大超过,而在前一种工艺中,屈服于弯曲的层的弹性几乎没有受到影响,并且确实留下了钢板折叠展开的趋势。在根据本发明进行层压后,这种展开的倾向实际上可以被抑制:“钢板的神经”可以被“折断”,就像艺术工作者所说的那样。
另一个需要解决的问题是,如何在最佳的工业条件下,将桶底部和桶身的边缘卷缝起来,使其具有最大的强度和完美的密封。本发明还提出了一种获得三缝的新方法,其主要特征是在所述桶身边缘上进行预备操作。根据本发明,该预备操作是将钩形轮廓成形为桶身的翻边边缘部分。该操作在对桶身的端部的边缘进行卷封之前预操作。
实践表明,这样的桶身边缘预折边可以获得质量良好的三重接缝。同时,这种制备方法使卷边机的调整更容易,并使获得规定的制造公差减少负担。
本发明的特点和优点将在下文的描述中说明,并参照所附附图,作为不限制的描述性实例,说明实施本发明的方法。
【附图说明】
图1至图7是根据本发明的工艺的各个阶段的剖面图的示意图部分表示:
图1显示出桶身边缘的准备阶段。

图2显示出了所述待缝合桶身的边缘的成形。

图3显示了应用接缝密封胶后底部的定位。
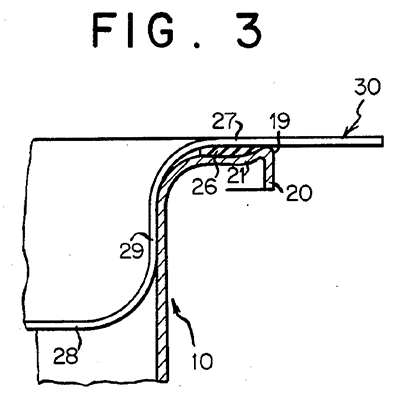
图4为头道滚轮的进给卷边情况。
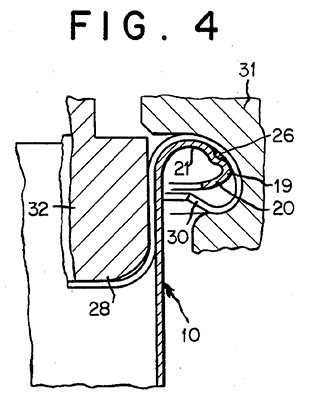
图5示出头道滚轮操作的结束。
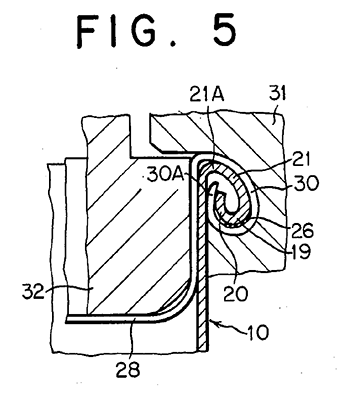
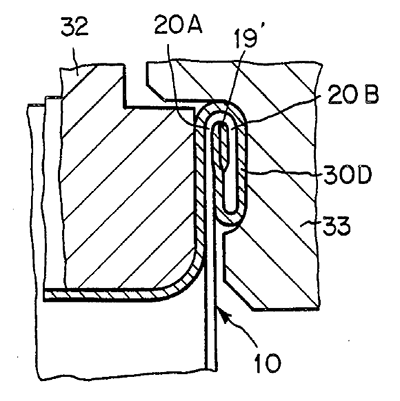
图6和图7是最后卷封的结果。
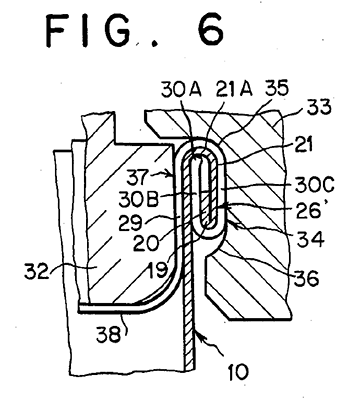
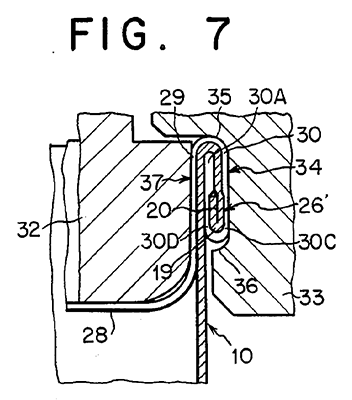
图8与图7相似,但显示了具有底部边缘重叠的另一种变体。
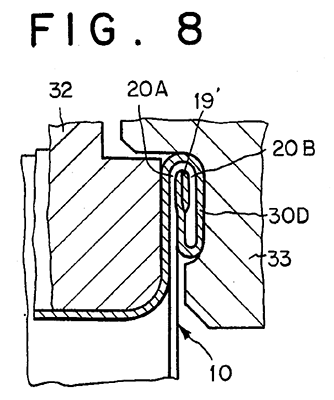
图9至12说明了实施图8的替代变体的方法的各个连续阶段。
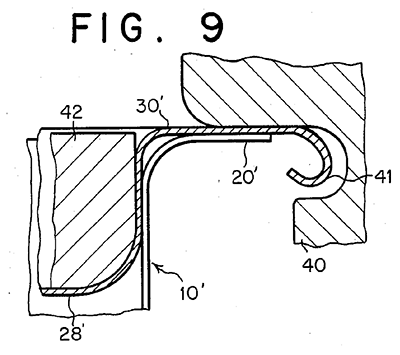
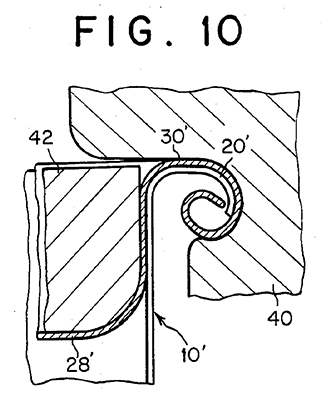
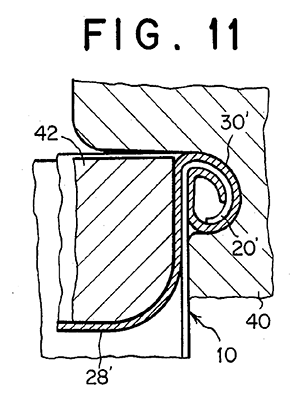
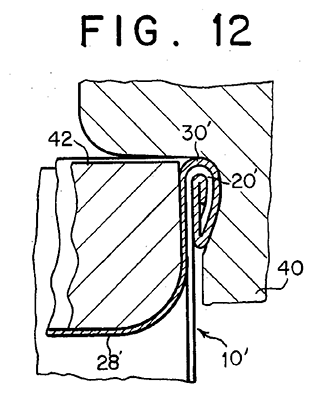
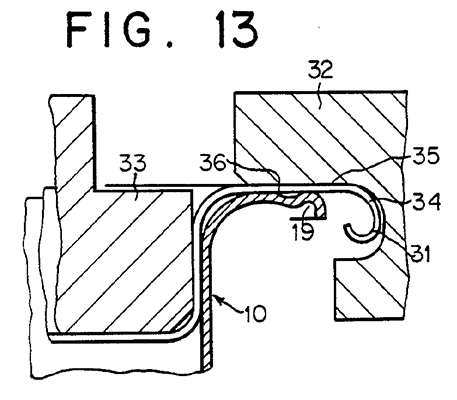
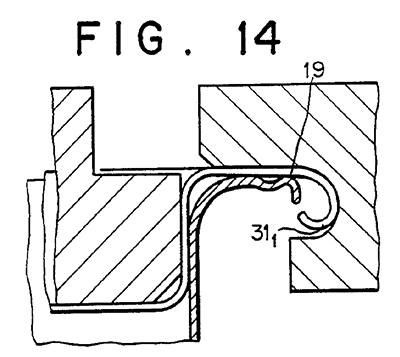
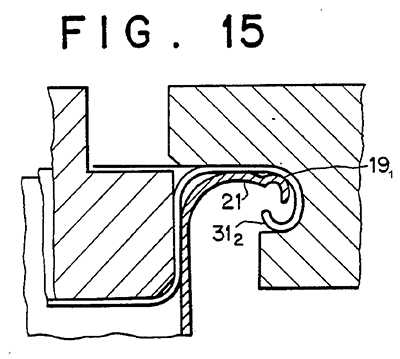
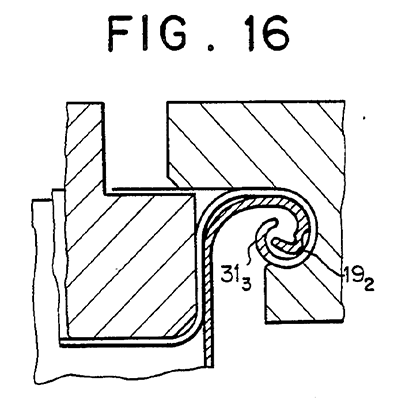
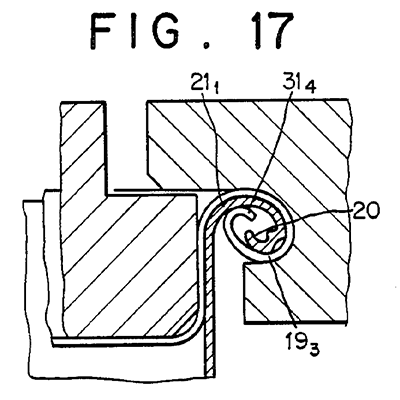
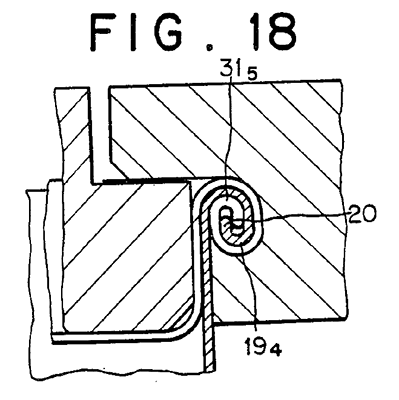
图13至图18所示为采用图1、图2和图3所示的准备操作形成三缝的另一种方法。
【优选实施例和详细说明】
(略)(有兴趣的朋友联系我们,可发原文给你)
|

