|
【专利介绍】一种用于钢桶制作的双色涂层彩涂板及其制备方法
申请号:CN201710169666
申请日:2017.03.21
公开日:2017.05.24
IPC分类号:B05D5/06
专利权人:马鞍山钢铁股份有限公司
发明人:施国兰; 王美珣; 蔡明; 汤亨强; 朱文彬; 曹小彬; 李虹云
一、摘要
本发明提供了一种用于钢桶制作的双色涂层彩涂板及其制备方法,经过清洗基板、钝化、涂覆正面第一色漆层、固化、局部涂覆正面第二色漆层、固化、再在基板正面局部涂覆第二色漆层、固化、冷却、检验、卷曲这些步骤形成一种用于钢桶制作的双色涂层彩涂板。与现有技术相比,本发明制备的彩涂板产品制作钢桶等容器,可以一次性加工成型,不需磷化、喷涂等工艺,能彻底解决制桶厂的VOC废气排放、含磷废水废渣的排放。另外,采用本发明生产的产品加工制作的钢桶等容器,外观细腻、色彩亮丽;桶体强度高、结构稳定,能满足容器安全等标准的要求;而且,利用本发明生产的彩涂板制作的钢桶,工业化批量产品质量稳定,批次间的品质一致性好。
二、权利要求书
1、一种用于钢桶制作的双色涂层彩涂板的制备方法,其特征在于,包括以下步骤:
1)清洗基板:
2)钝化:将清洗后的基板经过带有钝化液的涂覆辊进行钝化,然后钝化层固化;
3)涂覆正面第一色漆层:钝化后的基板正面涂覆色漆,然后固化;
4)局部涂覆正面第二色漆层:色漆固化后,再在基板正面局部涂覆第二色漆层,然后固化;
5)冷却、检验、卷曲。
2、根据权利要求1所述的用于钢桶制作的双色涂层彩涂板的生产方法,其特征在于,步骤1)将所述基板置于温度为60-70℃,质量浓度为1.0-1.5%的碱液中一次脱脂;然后置于温度为50-70℃,质量浓度为0.5-1.5%的碱液中二次脱脂,再置于漂洗槽中漂洗3次,第一次漂洗液温度为50-70℃,第二次漂洗液温度为50-70℃,第三次漂洗液温度为40-60℃,完成清洗。
3、根据权利要求1-2所述的用于钢桶制作的双色涂层彩涂板的生产方法,其特征在于,步骤1)所述基板为冷轧钢板或镀锌钢板。
4、根据权利要求1或2所述的用于钢桶制作的双色涂层彩涂板的生产方法,其特征在于,步骤2)中所述钝化液为无铬或有铬钝化液。
5、根据权利要求4所述的用于钢桶制作的双色涂层彩涂板的生产方法,其特征在于,步骤2)中钝化层涂覆量控制为25-60mg/m2;钝化层固化温度为70-100℃。
6、根据权利要求1所述的用于钢桶制作的双色涂层彩涂板的生产方法,其特征在于,步骤3)中所述第一和第二色漆层为聚酯漆,色漆涂层厚度为4-8μm。
7、根据权利要求1所述的用于钢桶制作的双色涂层彩涂板的生产方法,其特征在于,步骤3)中第一色漆层固化温度216-232℃。
8、根据权利要求1所述的用于钢桶制作的双色涂层彩涂板的生产方法,其特征在于,步骤4)中所述的第二色漆层为聚酯漆;所述聚酯漆涂层厚度为4-8μm。
9、根据权利要求1所述的用于钢桶制作的双色涂层彩涂板的生产方法,其特征在于,步骤4)中第二色漆层固化温度216-232℃。
10、一种用于钢桶制作的双色涂层彩涂板,其特征在于,采用权利要求1-9任一项所述的方法生产得到。
三、说明书
1、技术领域
本发明属于材料领域,具体涉及一种用于钢桶制作的双色涂层彩涂板及其制备方法。
2、背景技术
传统的钢桶制作工艺为“冲压—焊接—清洗—磷化—喷涂”,即采用冷轧或镀锌板冲压加工成型后,经磷化再喷漆而成。该工艺不仅劳动强度大、生产效率低,而且对环境造成严重的污染。据测算,该工艺每万平方米钢板产生2 .9万立方的VOC气体,700吨浓度为0 .29g/L的含磷酸废水。据测算,仅江苏太仓市,每年的油桶用钢桶产量约600万只,合计产生VOC总量约5000万立方,含磷废水超过100万吨,对环境造成严重的污染。
因此,传统的钢桶制作工艺是与环境友好不相容的,是国家政策规定需要淘汰的重污染工艺。
彩涂板作为一种环保、节能、易于加工成型的新型材料,已广泛用于建筑、家电、装饰装潢等领域。钢桶制造业若采用彩涂板直接加工制桶,一次成型,不需磷化、喷涂等工艺,能彻底解决制桶厂的VOC废气排放、含磷废水废渣的排放,为环境友好贡献力量。
但由于钢桶制造业其加工方式的特殊性、对桶体色彩外观、保护层性能的特殊需求,现有彩涂板不能满足钢桶制作。
3、发明内容
本发明的目的是通过采用特殊的底、面复合型色漆1和面漆色漆2以及合适的基材(如冷轧板等),在彩涂生产线上通过连续辊涂的方式生产一种具有良好加工性能、色彩清晰、高光亮丽涂层效果的双色涂层彩涂板,满足钢桶制造业双色外观钢桶制作的需求。
本发明提供的一种用于钢桶制作的双色涂层彩涂板的制备方法,包括以下步骤:
1)清洗基板:
2)钝化:将清洗后的基板经过带有钝化液的涂覆辊进行钝化,然后钝化层固化;
3)涂覆正面第一色漆层:钝化后的基板正面涂覆色漆,然后固化;
4)局部涂覆正面第二色漆层:色漆固化后,再在基板正面局部涂覆第二色漆层,然后固化;
5)冷却、检验、卷曲。
进一步的,步骤1)中将基板置于温度为60-70℃,质量浓度为1.0-1.5%的碱液中一次脱脂;然后置于温度为50-70℃,质量浓度为0.5-1.5%的碱液中二次脱脂,再置于漂洗槽中漂洗3次,第一次漂洗液温度为50-70℃,第二次漂洗液温度为50-70℃,第三次漂洗液温度为40-60℃,完成清洗;
进一步的,步骤1)基板为冷轧钢板或镀锌钢板;
进一步的,步骤2)中所述钝化液为无铬或有铬钝化液;
进一步的,步骤2)中钝化层涂覆量控制为25-60mg/m2;钝化层固化温度为70-100℃。进一步的,步骤3)中所述第一和第二色漆层为聚酯漆,色漆涂层厚度为4-8μm;进一步的,步骤3)中第一色漆层固化温度216-232℃;
进一步的,步骤4)中所述的第二色漆层为聚酯漆;所述聚酯漆涂层厚度为4-8μm;进一步的,步骤4)中第二色漆层固化温度216-232℃;一种用于钢桶制作的双色涂层彩涂板,采用上述方法生产制得。
本发明通过在两涂两烘工艺的彩涂板生产线上,将钢带(冷轧或镀锌钢卷)经多级脱脂清洗后钝化处理,钝化湿涂层经烘干固化后的钢带在涂覆机A上涂覆第一层涂层(色漆1);带湿涂层的钢带进入固化炉完成第一道涂层的固化;固化后的单涂层钢带继续在涂覆机B上,通过调整B涂覆机涂覆辊的长度及位置对中等设备工艺参数,进行板面特定宽度上局部第二道涂层的涂覆色漆2,再经过固化、冷却,卷取至成品。
与现有技术相比,本发明制备的彩涂板产品制作钢桶等容器,可以一次性加工成型,不需磷化、喷涂等工艺,能彻底解决制桶厂的VOC废气排放、含磷废水废渣的排放。另外,采用本发明生产的产品加工制作的钢桶等容器,外观细腻、色彩亮丽;桶体强度高、结构稳定,能满足容器安全等标准的要求;而且,利用本发明生产的彩涂板制作的钢桶,工业化批量产品质量稳定,批次间的品质一致性好。
4、附图说明
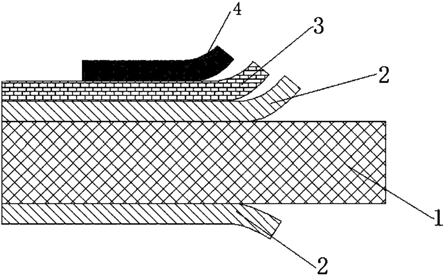
图1为单色涂层彩涂板结构示意图;
1、基材;2、钝化层;3正面第一色漆层;4、正面第一色漆层;下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的发明构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
5、具体实施方式
下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的发明构思、技术方案有更完整、准确和深入的理解,并有助于其实施。
一种用于钢桶制作的双色涂层彩涂板的生产方法,包括以下步骤:
如图1;
生产方法具体为:
1)清洗基板:
基板为马钢全流程工艺生产的冷轧板,背面为钝化处理层。将基板置于温度为60-70℃,质量浓度为1.0-1.5%的碱液中一次脱脂3-8秒;然后置于温度为50-70℃,质量浓度为0.5-1.5%的碱液中二次脱脂3-8秒,以除去基板表面的轧制油、防锈油、杂质等污物;再置于漂洗槽中漂洗3次,第一次漂洗液温度为50-70℃,第二次漂洗液温度为50-70℃,第三次漂洗液温度为40-60℃,经过三次清洗,可以除去基板表面的碱液并彻底清除杂质等污物;经过5段脱脂、清洗处理后,基板表面没有油污、杂质、碱液等残留而影响后续工艺,完成清洗;
2)钝化:
将清洗后的基板经过带有钝化液的涂覆辊进行钝化,钝化层固化温度为70-100℃,钝化层涂覆量Ti量4-12mg/㎡或Cr量25-40mg/m2;
3)涂覆正面第一色漆层:钝化后的基板正面涂覆聚酯漆,即在涂覆机A上涂正面色漆1,色漆涂层厚度为4-8μm;色漆涂层在216-232℃下固化;
4)涂覆正面第二色漆层:第一色漆固化后,再在基板正面板面的特定宽度上局部涂覆聚酯漆即在涂覆机B上涂正面色漆2,;第二色漆层涂层厚度为4-8μm;在216-232℃下固化;冷却;
5)最后冷却,检验,卷取入库。
步骤1)清洗工艺如表1
表1清洗工艺
| 工序 |
碱液浓度(%) |
槽液温度(℃) |
| 脱脂 |
1.0-1.5 |
60-70 |
| 脱脂 |
0.5-1.5 |
50-70 |
| 漂洗 |
/ |
50-70 |
| 漂洗 |
/ |
50-70 |
| 漂洗 |
/ |
40-60 |
步骤2)钝化工艺如表2
表2钝化工艺
| 钝化层固化PNT,℃ |
钝化层涂覆量,mg/m2 |
| 70-100 |
25-60 |
步骤3)和步骤
4)涂层工艺为如表3
表3涂层工艺
| 涂层厚度,微米 |
PNTP,℃ |
| 正面色漆1 |
正面色漆2 |
正面色漆1 |
正面色漆2 |
| 4-8 |
4-8 |
216-232 |
216-232 |
采用上述方法生产的彩涂板结构示意图如图1,技术性能如下表4。
表4彩涂板部分性能
| 序号 |
项目 |
技术要求 |
| 1 |
涂层厚度,微米 |
色漆1涂层 |
4-8 |
| 色漆1+色漆2涂层 |
8-16 |
| 2 |
涂层色差 |
≤2.0 |
| 3 |
光泽 |
≥70 |
| 4 |
冲击 |
≥9J |
| 5 |
铅笔硬度 |
≥F |
| 6 |
T弯 |
≤2T |
以上结合附图对本发明进行了示例性描述。显然,本发明具体实现并不受上述方式的限制。只要是采用了本发明的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本发明的上述构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
|

