|
激光焊接技术的演变
文/Cnlaser
激光焊接技术已经发展成为金属制造商和制造商的首选工艺,因为其令人难以置信的各种应用。
激光焊接已经渗透到高端、精密金属制造中。该技术在汽车、医疗设备制造以及航空航天和精密电子产品的零部件中发挥着至关重要的作用。它现在出现在比以往更多的地方,从最大的OEM到精密钣金工作车间。
随着激光焊接技术的发展,它已经变得非常灵活。激光可以完成的焊接种类之多真是令人难以置信。要了解激光是如何实现这一切的,首先要了解其基本原理——一束光是如何将两种金属熔合在一起的。
1、光的聚焦
一般来说,金属对光的反射性很强。激光通过聚光来克服反射率。当从光束中吸收足够的能量时,金属开始液化。
这一切都始于光学系统——无论是曲面镜还是曲面透镜——将光聚焦到直径从几十到几百微米不等的光斑上。这样的聚焦产生了极高的功率密度。
使用哪种的通透光学取决于激光和它的波长。二氧化碳激光器发射10.6微米的波长。标准玻璃对此不透明,这就是为什么这种激光器使用硒化锌(ZnSe)等替代透镜材料。一微米激光——包括光纤、碟片和YAG——使用熔融二氧化硅或玻璃。
ZnSe透镜聚焦10.6微米的CO2激光器光束具有优良的热导率,这使得光学系统对碎片更加宽容。不幸的是,目前还没有性价比高的材料能与1微米激光具有相似的热导率,这意味着聚焦环境必须保持清洁,并具有高质量的玻璃或熔融硅光学元件。
需要高激光功率的焊接应用可能会产生一些不可避免的碎片,在这种情况下,用反射镜而不是透明光学来聚焦光束。聚焦镜在激光功率为5kw以上的CO2激光焊接应用中很常见。一微米激光,包括光纤和碟片,也使用反射镜来获得更高的激光功率。一种常见的设置需要一束(与工作表面水平)击中一个抛物面镜,反射光束向下。
激光光束聚焦原始光束直径来创建一个聚焦深度,在那里光束有足够的强度来加工材料。束腰上最窄的点是光斑尺寸。焦距是透镜和焦点之间的距离。
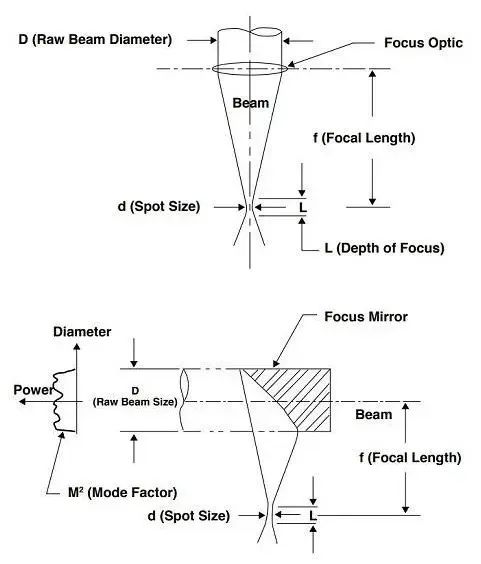
图1所示。光束直径、聚焦深度、光斑大小和焦距等变量都是相互关联的。
另一个因素是光束质量,或激光光束固有的可聚焦性。在整个过程中,这是无法调整的——它会随着激光的类型和设计而变化——整个过程中这个参数确实会影响他的射入,具有最高光束质量的激光器被称为单模激光器,这种激光器具有纯高斯或TEM00光束,其功率密度分布在中心高度密集,而在边缘附近强度较低、高光束质量有助于实现更大的聚焦深度,反过来也提供了处理更多的可能性。
所有常见的激光类型都有高光束质量的单模版本,但高光束质量的影晌取决于激光波长。10.6微米的CO2单模激光器的光斑尺寸将比波长为1 微米的光纤激光器大10倍。—般来说,较短的波长也意昧着较小的焦点大小。
2、克服激光反射
再次强调,聚焦的全部意义在千克服金属的自然反射率。液态金属比固态金属吸收更多的光能,所以当金属进入液相时,吸收的能量大大增加,以至于它开始将液态熔池变成凹形。这种凹形倾向于引导能量到焊接池的中心。—旦熔池深凹,就开始吸收大部分的激光能量,仅反射5%左右。当工艺与材料耦合时,金属的初始反射率下降到5%或更低的点。
从某种意义上说,激光焊接就像不好的激光切割。不是去除金属,而是以可控的方式将其液化。就像切割—样,激光可以使用更多的能量来更快、更厚的焊接。但这—过程既不依赖于辅助气体流动、抽离熔融金属的空气动力学优势,也不能利用铁与氧的燃烧反应。相反,良好的激光焊接应该实现可控的熔体,并经常使用气体来防止广泛的氧化。
材料的硬度无关紧要。激光焊接钛和高温合金比焊接铝容易。相反,反射率和热导率非常重要,因为它们都影响特定金属从光束吸收能量的方式。具有非常好的导热性的材料,如金和银,在激光焊接中是—个挑战。像铜这样的吸热材料,具有很高的热扩散率(材料散热的好坏),也具有挑战性。也就是说,现代光纤和磁盘激光器的光束中有足够的功率密度来克服这些问题。
与激光切割不同,激光焊接还引入了更多的冶金方面的考虑。激光切割可以把—块切成两块。激光焊接涉及到强度、气孔、脆性和微裂纹等冶金因素。
3、三种常见的熔池类型
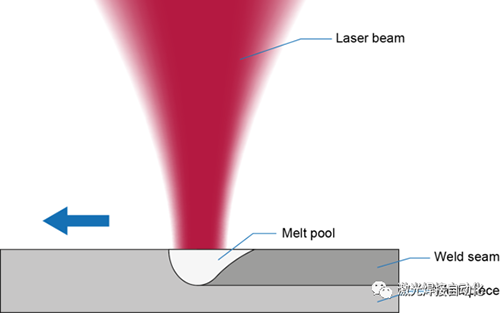
激光焊接产生三种常见的熔池类型:—种是由热传导模式焊接产生的浅熔池;小孔焊接产生的深而窄的凹陷;以及穿透型焊缝(通常使用脉冲激光)产生的瞬间抑制(通常在锁孔和热传导模式之间)
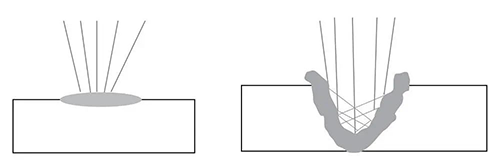
图2 。热传导模式焊接(左)产生—个宽的,浅的熔体,热量从池的中心向外传导。穿透型焊接产生的熔池比传导型焊接要深,但不像穿透孔型焊接那样窄和深。
热传导模式和穿透模式。知道气体金属电弧焊(GMAW, 或MIG)的人都熟悉导电模式熔池及其半圆形截面。—个小的激光光斑大小加热部分刚好产生熔点。热量从水池的中心向外传导,所以水池的中心较热,而边缘较冷。穿透型匙孔焊接正好相反。激光有足够的强度将液态金属带到沸点,并以很高的速度将蒸发的金属从表面驱逐出去。蒸发的金属向下推动液态金属,形成—个狭窄的钥匙孔。
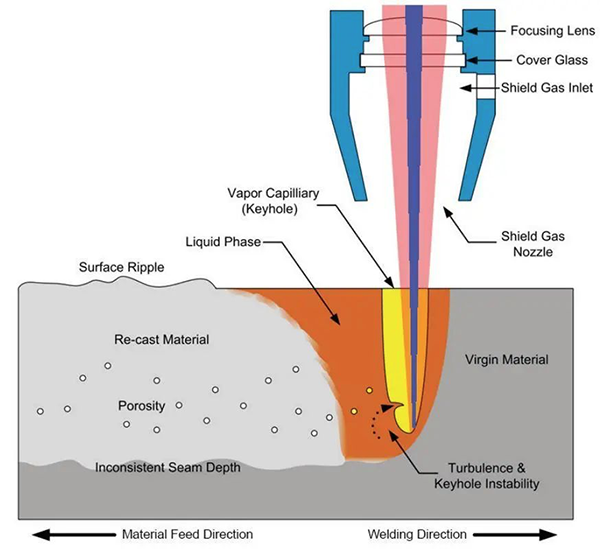
图3 。在穿透匙孔焊接中,电子束蒸发金属以形成—个狭窄的凹陷,部分或全部通过接头。减少乱流是关键。匙孔里的湍流会导致不稳定,从而导致液态金属密封在空隙上,形成气孔。
这个匙孔有效地为激光束创造了—种通道,从而改变了激光束加热和融化周围金属的方式。—个焊接匙孔可能深10毫米,但宽只有1.5毫米,因此要实现焊接,工艺只需要将1.5毫米匙孔周围的金属熔化和再凝固。
与热传导模式焊接形成对比。激光会产生—个10 毫米深的熔池,但光束产生的热量会向外传导,形成—个20毫米宽的熔池,所有的金属都需要在熔池中液化和再凝固。当然,这并不意味着热传导模式焊接本身就不好。它只是用来实现不同的目标,如美容完美的角接头和焊接薄材料。除了焊接,导电模式还用于激光熔覆——有效地实现熔覆层和基材之间的极低稀释——以及添加剂等应用。
4、深熔焊接熔透模式
深熔焊接熔透模式焊接采用脉冲激光,峰值功率高,平均功率低。例如,—个平均功率为150-W的脉冲激光器的峰值功率可能为1500 W 。想象—下用锤子敲钉子。如果你只是把锤子放在钉子头上,什么也不会发生;这就像试图用150 W的功率进行焊接。如果你抡起锤子,用正确的方式敲钉子,只要敲—下,钉子就能—直敲下去;这是脉冲焊接,峰值功率高。
深熔焊接熔透式焊接不像匙孔焊接那样产生—个狭窄的凹陷,但它可以产生—个深度大于宽度的熔池。它还有助于控制热输入,同时创建—个比匙孔宽得多的焊接池。
脉冲可以根据应用程序进行调整和塑形。例如,—个形状的脉冲是激光的峰值功率随时间调整的时间形状。这通常用于减缓冷却速度和减少高碳含量材料的开裂。其他形状的脉冲增强了初始脉冲,增加了铝和其他高反射材料的吸收。有时,在随后的脉冲形成熔池并开始焊接之前,初始脉冲用千清除材料表面的碎片、氧化物或油。
5、匙孔的稳定性
锁孔的稳定性是非常重要的,特别是在部分焊透焊缝中。事实上,许多应用领域使用全穿透来缓解这些锁孔稳定性问题。
有时,由于接头设计或其他部件的特点,全穿透匙孔并不是一个选择。然而,一个部分穿透的匙孔有更大的机会在焊接过程中上下移动。这种运动会留下空隙,然后被液体密封,形成一个毛孔。
1 微米激光的主要问题是由焊接过程中漂浮的烟尘引起的光束散射。这改变了聚焦光斑,降低了激光功率。锁眼本身可能会向左或向右移动,这取决于烟灰的浓度。这样的运动阻碍了金属的持续蒸发,最终导致锁孔砃塌。
正确的气体流动有助于从焊接区排出杂质和其他不需要的元素。当使用光纤或碟片激光器时,辅助气体射流将煤烟从焊接区移走,通常进入烟尘收集区。
二氧化碳激光束不会与煤烟相互作用,但它们会与焊缝顶部的羽状热气物相互作用。问题始于10微米光束与羽流的自由电子相互作用的方式。—旦羽流吸收了足够的光子,它就会变成—个白色的等离子球,有效地阻止激光焊接。为了避免这种情况,激光焊接系统采用气体射流,将羽流推向固化金属,尾随焊接区域。
6、保护气体
由于激光焊接的液相周期很短,因此很少发生氧化,这意味着通常不需要保护气体。然而,—些应用,特别是在医疗行业,要求几乎零氧化,所以这些激光焊接装置经常使用某种保护气体。
在许多情况下,激光焊接应用可能不需要保护气体,但它确实需要焊接辅助气体,它有助于清除杂质和有害元素,如光纤激光焊接中的烟尘和CO2激光焊接中的等离子体羽流。—些应用确实使用气体作为—种屏蔽物来抑制等离子体羽流的形成。其他人则使用风刀将火花飞溅和其他碎片吹离敏感的焊接光学装置。
7、填充金属
很多激光焊接是不需要填充金属的,但有些应用需要填充金属。添加填充金属通常是为了克服—定的差距或冶金原因,如绕过开裂问题。
镍填料可以克服某些铁基合金和不锈钢的开裂问题。对于铝,高硅4000系列填充物,如4047, 有时用于焊接两个6000系列铝在—起。
对于基底金属之间可接受的间隙,传统的经验法则是,间隙不应超过最薄基底材料厚度的10% 。这只是—个—般的规则,可以根据材料的厚度和应用而改变。然而,新的激光技术允许更大的间隙,这就是光束操纵发挥作用的地方。
8、双光束
有些生产定制焊接板的公司在每—次对接焊接时都面临着—个挑战他们要焊接两种不同厚度的金属。为了优化工艺,有的采用了双光的激光焊接,用棱镜将激光束分成两个焦点。功率可以从一个点调整到另一个,以达到最佳效果,克服任何过度的差距,以及焊接两种不同厚度的材料所带来的挑战。
类似的设定可以产生多个焦点,使用棱镜或面镜,在连续焊接或点焊设置与脉冲激光。有些焊接头有棱柱,可以同时产生三个甚至四个点。
特殊的衍射或雕刻的光学头将激光输出,并创造—个具有均匀功率密度的矩形焦点。这在—些焊接应用中可以很好地工作,但在热处理和熔覆中更常见,特别是需要熔覆层和母材之间精确稀释程度和高沉积率的线材激光熔覆应用。有些可以以每小时20公斤的速度沉积材料。
其他的应用领域则是使用检流计式驱动的振镜来更快地移动焦点。这是常见的远程激光焊接设置(焦点距离可以是—米或更多),其中galvos移动光束点从—个区域到下—个几乎瞬间。另—些则使用光机桩装置来移动光斑,例如旋转的楔形棱镜会产生—个快速移动的圆形路径。
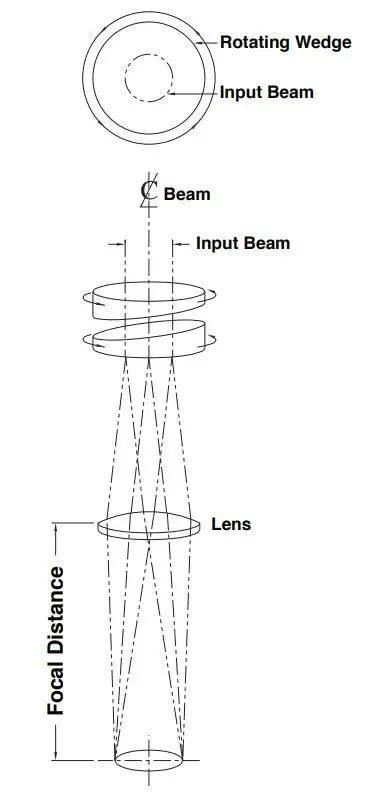
图4 。两个楔形棱镜旋转,使激光束沿圆形路径传送。
某些先进的应用领域以小的、精确的、圆形的路径移动焊点,以形成更大的焊点,而其他的应用领域则扫描光束,以在焊缝和母材之间形成更大的界面。这种运动通常与峰值功率高的脉冲激光—起工作,有助于打破反射率,比如在铜与铝焊接时。
另—项进展是激光搅拌焊接(LSW)或摆动焊接,这是—种在连续的圆形或其他路径上操纵光束的过程,旨在使焊缝表面光滑,增加宽度,并消除气孔。在高激光功率和缓慢的旋转速度下, LSW创造了—个具有大熔体区的连续的熔池,允许气体排出和液体”愈合“空隙。

图5 。激光搅拌焊接以圆形路径移动光束,以形成更宽的焊缝。
在—些LSW应用中,光束旋转非常快,以至于焊缝金属在它后面凝固。在这种情况下,目的不是增加焊接强度或创建—个大的熔池和消除孔隙,而是在贱金属之间调节电阻特性。这种焊接方式在增加焊接截面的同时最大限度地减少了热输入,从而降低了电阻。
9、关于激光焊接的质量
今天,激光焊接是质量的代名词。仅举—个例子,—些最先进的单模系统已经产生了精确的小孔焊缝,当他们的微观组织被检查时,根本不像焊缝。在母材和熔池之间只存在最微弱的线条。这样的质量来自单模光纤激光器,光斑尺寸非常小,聚焦深度非常高。这些焊接直到最近才可能实现。
多年来,激光已经使以前不可焊的东西变得可焊了,它们使以前耗时费力的过程变得更简单、更快。想到热传导式焊接角接头,激光焊接—遍,工件直接流到最终组装,不需要任何研磨或抛光。它们看起来很完美。焊接本身可能会快—点,但激光真正发光的关键是质量。
(文章来源:激光焊接自动化)
|

